- Detalles
- Categoría: Comsol
- Visto: 4611
En COMSOL News 2018, los especialistas en simulación comparten cómo trabajan con sus colegas y clientes para encontrar soluciones que puedan satisfacer tanto los negocios como los objetivos de ingeniería.
Lea cómo los ingenieros de una amplia variedad de industrias construyen prototipos digitales de alta precisión para impulsar los límites de la tecnología y reducir la necesidad de prototipos físicos, así como crear apps de simulación para potenciar a los colegas y clientes en todo el mundo para probar nuevas ideas. Inspírese con las historias de cómo los programas COMSOL Multiphysics® y COMSOL Server™ son utilizados para dar soporte a las organizaciones y clientes proporcionando soluciones de ingeniería económicas.
Puede descargarse una versión PDF de COMSOL News 2018 o leer una versión digital directamente en el navegador utilizando los enlaces inferiores.
Los temas incluyen:
• Sistemas fotolitográficos
• Tratamiento de aguas residuales
• Procesos biofarmacéuticos
• Corrosión den montajes con múltiples materiales
• Acoplamientos magnéticos
• Medidores de flujo de Coriolis
• Optomecánica
• Lubricación elastohidrodinámica térmica
• Procesos de sinterizado
• Metasuperficies acústicas
• Diseño de productos de automoción
• Sistemas de protección de rayos
• Editorial invitada: Educación STEM: Las apps de simulación preparan a los estudiantes para la vida más allá de las aulas
- Detalles
- Categoría: Lakes
- Visto: 7602
Este abril, Lakes Environmental ha anunciado la nueva versión IRAP-h View Versión 5.0. Esta versión incluye los siguientes puntos destacados:
- Nuevos tipos de Riesgos disponibles y actualización de las tablas de Parámetros del Sitio
- Descarga automatizada de mapas georeferenciados de todo el mundo (mapas de satélite y de calles)
- Numerosas actualizaciones a Base Maps, Overlays, Graphical Options, Annotations, y más
- Compatible con Windows 10
- Detalles
- Categoría: Signals Notebook
- Visto: 10871

La transición papel-electrónico está cada vez más a la orden del día en múltiples sectores. A pesar del tremendo impacto de las aplicaciones informáticas en los laboratorios (Sistemas de gestión de la información del laboratorio, Sistemas de datos cromatográficos, Sistema de gestión de software, etc), muchos laboratorios, en su rutina del día a día, realizan operaciones para las que es necesario el uso de sistemas basados en papel. Desde el registro de los resultados de las pruebas hasta el manejo de inventarios de productos químicos, así como la documentación y programación de la calibración de instrumentos.
[El coste real del papel en un laboratorio]
El uso de papel no solo es caro, también disminuye la eficiencia del trabajo y vuelve al laboratorio vulnerable a la pérdida y destrucción de datos. Por ello se declara una pequeña guerra pacífica al uso del papel poniendo en entredicho que dicho método sea el más eficaz para el tratamiento de datos, ofreciendo a los investigadores plataformas de colaboración científica como, por ejemplo, Signals Notebook.
¿Qué ofrece Signals Notebook?
- Tablero: Permite al usuario acceder a experimentos recientes, así como la posibilidad de crear nuevos cuadernos y experimentos.

- Carpetas inteligentes: Disponibles a través de la ventana de “tablero”. Entre estas carpetas inteligentes encontramos “cuadernos”, “experimentos”, “reacciones químicas”, “compuestos químicos”, “favoritos” y “grupos”.





Dentro de cada carpeta inteligente el usuario puede filtrar, buscar y acceder a distintos tipos de archivos en función de sus necesidades, visualizando esta información en forma de tarjetas o listas.
- Modo búsqueda: Dentro de este apartado el usuario puede buscar información almacenada en cualquier tipo de carpeta (desde cuadernos hasta experimentos, o incluso reacciones químicas) pero no información que haya sido eliminada. La búsqueda puede realizarse por nombre, descripción, etiqueta o incluso estructura química.

Signals ofrece varios ejemplos para que el usuario pueda realizar una búsqueda más precisa. A continuación, se muestra un ejemplo de búsqueda relacionada con la fecha de publicación.

- Archivos eliminados: Seleccionando el icono “papelera” aparecerán todas las carpetas o experimentos que el usuario haya podido eliminar.
- Seguridad: Signals Notebook dispone de AWS (Amazon Web Service) lo que asegura el blindaje de los datos de sus clientes, todo ello gracias al cifrado de la información almacenada y a la necesidad de autentificación para acceder a los mismos, lo que supone que sólo exista un usuario para cada persona y que, por consiguiente, únicamente se podrá acceder a la plataforma de manera individual, de tal forma que sólo el propio usuario verá toda su información almacenada hasta que comparta la misma con otros usuarios.
¿Cómo sacarle partido como cuaderno de laboratorio?
Crea, almacena, organiza y comparte tu trabajo de laboratorio con otros usuarios de Signals Notebook. En esta noticia vamos a simular los pasos que debe seguir cualquier investigador para crear un cuaderno de laboratorio que posteriormente podrán revisar o, incluso, compartir con jefes de sección o demás compañeros de laboratorio. ¿Introducción, parte experimental, cálculos y conclusión junto dentro de una misma plataforma? Es posible. ¿Modificar información sin necesidad de transportar físicamente el cuaderno allá donde vayas? También lo es.
A continuación, se muestran aspectos importantes a tener en cuenta para la creación, desde cero, de un cuaderno de laboratorio.
-
Creación de un nuevo cuaderno
Dentro de la ventana principal de Signals Notebook puede seleccionarse la carpeta inteligente "cuaderno" (mostrada con anterioridad en esta noticia) y, posteriormente, la opción "notebook" que nos permite añadir un cuaderno nuevo. Aparecerá la siguiente ventana.

-
Creación nuevo experimento
Una vez creado el cuaderno se podrá almacenar información en forma de experimentos, que crearemos en un paso posterior a partir de la ventana que se muestra a continuación.

Dentro de la carpeta inteligente “experimento” se podrá adjuntar múltiples tipos de archivos, entre los que cabe destacar la importación de archivos word, excel y power point, posible gracias a la integración con MS Office y MS Office Online y estructuras o compuestos creados a partir de ChemDraw.

Según el usuario vaya añadiendo diferentes tipos de archivos puede ir modificando la apariencia del cuaderno de trabajo, introduciendo tantos accesos como sea necesario para organizar su trabajo en función de sus necesidades.

Dentro de las opciones disponibles, como hemos podido observar en la ventana desplegable de tipos de archivos para adjuntar, existe la opción “ChemDraw Drawing” que permite utilizar las funciones básicas de ChemDraw, así como algunos comandos más sofisticados como son las teclas de acceso rápido o Hotkeys. Para comandos más específicos se deberá recurrir a la interfaz oficial de ChemOffice.

Dentro del apartado “ChemDraw Drawing” encontramos tablas de reactivos y productos que permiten llevar un control riguroso de las cantidades necesarias de reactivos para obtener un determinado rendimiento, así como podrá realizarse estudios de optimización teórica sin necesidad de invertir excesivo tiempo a nivel práctico. Esta tabla puede ser modificada, añadiendo o eliminando columnas, siempre que sea necesario.

Signals Notebook ofrece además la posibilidad de importar imágenes a las cuales pueden añadirse anotaciones y figuras, facilitando de esta forma la explicación del significado de estas. Para importar imágenes deberemos seleccionar "file upload" dentro de la ventana desplegable de importación de archivos.

Comparte tu investigación
Los investigadores asociados a Signals Notebook podrán compartir la información que deseen con los usuarios que deseen. La distribución de esta información puede ser pública o privada, permitiendo de esta forma que datos confidenciales no puedan ser consultados por terceras personas. Todo esto, como se ha comentado, es posible gracias a la seguridad que brinda la plataforma a sus usuarios.
Conclusiones
Dentro del cuaderno electrónico Signals Notebook podemos realizar múltiples actividades. Desde adjuntar archivos gracias a la integración de MS Office y MS Office Online a reacciones químicas mediante la integración de ChemDraw. Ya no será necesario invertir tiempo en dibujar a mano reacciones químicas de gran complejidad en libretas físicas, ya no será preciso trasladarse entre departamentos dentro del mismo edificio para compartir información, Signals Notebook ofrece la posibilidad de almacenar, editar, consultar y compartir toda su investigación científica de forma rápida y eficaz. Esta plataforma, junto con el uso del software ChemOffice, permite al usuario trabajar de forma rápida, eficaz y con calidad.
- Detalles
- Categoría: ChemOffice
- Visto: 10778
Desde que ChemOffice y ChemDraw aparecieron hace ya 30 años, la labor de las decenas de encargados de dicho software ha sido facilitar la vida y el trabajo a los millones de investigadores y científicos que utilizan este paquete de productividad.
Las novedades presentes en esta última versión se basan en mejorar la dinámica de trabajo del investigador dentro de la interfaz de ChemDraw, ahora ChemDraw 17.1.
Complementos
ChemDraw permite a terceros ampliar la capacidad de la interfaz integrando nuevas funciones de forma sencilla y rápida, todo ello gracias a las últimas tecnologías basadas en la web. Los complementos se implementan usando JavaScript/HTML para facilitar así su integración y portabilidad. La plataforma de complemento ChemDraw proporciona acceso a una API ChemDraw JavaScript que permite a los complementos acceder a diversas funciones de ChemDraw.


Mejoras en la acción de pegado de estructuras químicas
ChemDraw y ChemDrawJS permiten ahora copiar y pegar nuevos formatos de archivo, entre los que cabe destacar SMILE, HELM, Mol/CDXML y FASTA. De esta forma se facilita la obtención de estructuras moleculares a partir de información bibliográfica, que puede obtenerse de diferentes bases de datos de interés químico y biológico.
C1[C@H]2[C@@H]([C@@H](S1)CCCCC(=O)O)NC(=O)N2


CAS RN para estructuras vía ChemACX.com
Gracias al complemento ChemACX.com incluido en la interfaz podrás utilizar el código CAS de una molécula, propio de cada compuesto, para obtener su estructura.

Numeración atómica basada en la IUPAC
ChemDraw admite un nuevo esquema de numeración de átomos, donde los números derivan de valores explícitos o implícitos en función del nombre asociado por la IUPAC.

Los usuarios hablan, las grandes empresas escuchan. La última versión de ChemDraw presenta nuevas características para hacer el dibujo químico más sencillo y dinámico.
¿Aún no estás seguro de que ChemOffice, y ChemDraw, puedan facilitarte el trabajo? Millones de usuarios no pueden equivocarse.
- Detalles
- Categoría: ChemOffice
- Visto: 7342

Le invitamos a asistir al webinar de introducción a la última versión de ChemDraw - versión 17.1, que será realizada por el experto Pierre Morieux.
Pierre tratará funcionalidades introducidas recientemente como las que mostramos a continuación
Últimas funcionalidades:
- Facilitado el pegado de estructuras: Ctrl+C / Ctrl+V simplemente es más potente
- Numeración de átomos basada en nombres IUPAC: Ahora están disponibles nuevas etiquetas de átomos
- CAS RN en estructura de ChemACX.com: Otra forma más de obtener una estructura
- Complementos de ChemDraw: amplíe la funcionalidad de ChemDraw creando sus propios complementos
Otras adiciones recientes:
- Nuevos atajos de teclado: redefinición de los dibujos químicos de una manera más rápida e inteligente.
- Barra de herramientas HELM: representación y definición fácil de biomoléculas complejas
- MNnova ChemDraw Edition: procesado de archivos NMR y MS para el químico actual
- Signals Notebook Individual Edition: fácilmente captura, colabora y busca los datos experimentales químicos
El webinar se realizará el próximo Miércoles, 18 de abril de 2018 de 9:00 a.m. - 10:00 a.m. (CEST). Regístrese a través del enlace inferior.
- Detalles
- Categoría: Comsol
- Visto: 5841
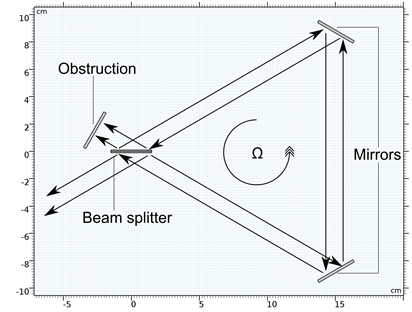
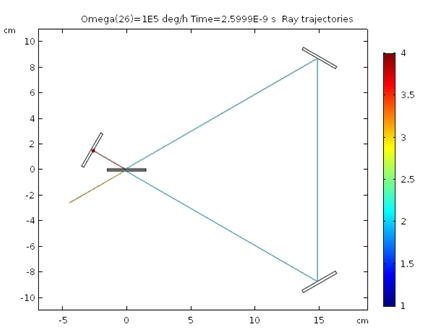
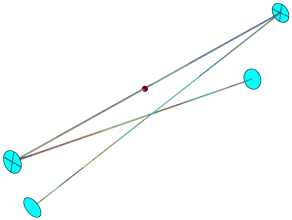
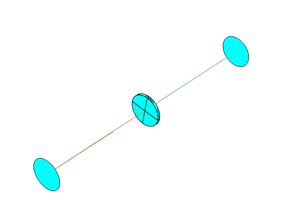
COMSOL ha anunciado la disponibilidad de cuatro nuevos modelos para el módulo de Óptica de Rayos, que son accesibles para los usuarios de COMSOL Multiphysics a través de la actualización de la librería de aplicaciones. Desconocemos la existencia de otro software comercial que pueda realizar modelos comparables.
El modelo de interferómetro Sagnac muestra el trazado de rayos en un dispositivo rotatorio. Dos rayos van a través del mismo montaje rotatorio de espejos pero en direcciones opuestas, creando una pequeña diferencia de caminos ópticos. La desviación de fase resultante puede utilizarse para deducir la velocidad angular del sistema rotatorio. El efecto Sagnac es el fundamento de dispositivos más complejos como los giróscopos de laser en anillo que se utilizan, por ejemplo, para la navegación inercial de naves espaciales. En breve habrá una entrada en el blog de COMSOL sobre los detalles del efecto Sagnac.
|
 |
Modelos de análisis de estabilidad de cavidades láser:
* Laser Cavity with a Thin Lens
Cada uno de estos modelos utiliza la interfaz Geometrical Optics para determinar cuando la geometría de una cavidad laser es estable, entonces compara el resultado con la solución analítica a partir de la teoría de la matriz ABCD. Cada uno de estos tres modelos muestra una concordancia excelente con la teoría.
 |
 |
 |
- Detalles
- Categoría: Comsol
- Visto: 4670
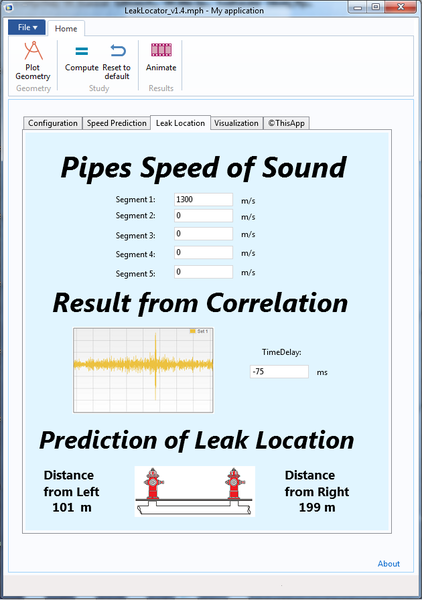
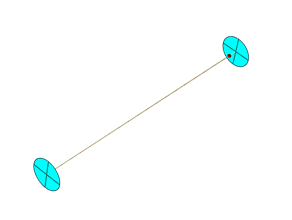
La revista en línea Sensors, publica un interesante artículo sobre una app creada con COMSOL por la empresa Echologics para la detección de fugas en tuberías.
En el artículo, titulado “Multiphysics Analysis Advances Water Main Leak Detection”, Valerio Marra, director de marketing en COMSOL inc. nos explica cómo la empresa Echologics, con sede en Toronto, utiliza el sonido generado por las fugas en las tuberías para detectarlas por medio de sensores acústicos, midiendo el tiempo de propagación de estos sonidos y sus correlaciones.
En la app se aplica un análisis de redes de tuberías, con acoplamientos multifísicos entre la acústica, el flujo y la mecánica estructural.