- Detalles
- Categoría: Comsol
- Visto: 5919
El artículo presenta las funciones, gráficos y otras herramientas disponibles en COMSOL Multiphysics para calcular y visualizar valores estadísticos.
- Detalles
- Categoría: Minitab
- Visto: 5904
Comunicamos a los usuarios de Minitab que no estén actualizados a la última versión que Minitab 19 llegará al final de su soporte el próximo día 31 de julio de 2022.
Una vez que Minitab 19 alcance el final del servicio de Soporte los clientes no volverán a recibir soporte sobre el uso del software, interpretación de salidas, instalación, activación del producto o ayuda sobre licenciamiento de esta versión.
Si está interesados en actualizar su versión de Minitab, póngase en contacto cuanto antes con el Departamento Comercial de Addlink Software Científico.
- Detalles
- Categoría: Minitab
- Visto: 6395
Esta versión de mantenimiento contiene nuevas funcionalidades (listadas más abajo) y soluciona algunos errores, por lo que aplicar la versión es recomendado para todos los usuarios.
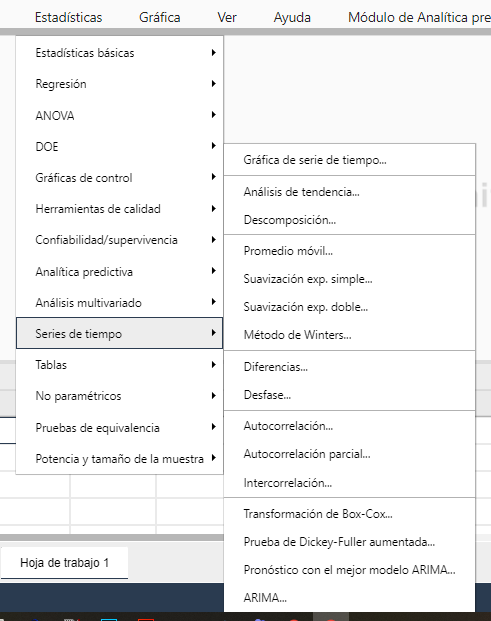
Los siguiente nuevos comandos y métodos están disponibles en el menú Series de tiempo (Time Series):
- Pronóstico con el mejor modelo ARIMA permite al usuario encontrar rápida y eficientemente el modelo ARIMA óptimo entre un amplio rango de modelos candidatos.
- La Prueba de Dickey-Fuller aumentada realiza un test para calcular si la serie temporal es estacionaria.
- La Transformación de Box-Cox realiza una transformación en las series temporales para ayudar a estabilizar la varianza si es necesario
Ahora los siguientes gráficos pueden utilizarse en el Creador de gráficas (Graph Builder):
- Gráfica de línea
- Gráfica de área apilada
- Gráfica circular
- Detalles
- Categoría: Minitab
- Visto: 9354
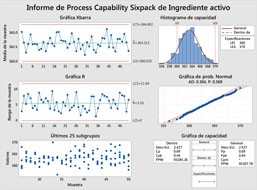
Las herramientas de Minitab Statistical Software son comúnmente utilizadas en la industria farmacéutica para desarrollar enfoques estadísticos sólidos en el análisis de datos e interpretar correctamente los resultados de estos análisis. Con Minitab la importación de datos es fácil y podrá exportar los resultados completos para sus informes.
Es importante conocer la base de conceptos estadísticos importantes para determinar, por ejemplo, si la media de un proceso está fuera del objetivo, si dos medias son significativamente diferentes y para demostrar si un cambio de proceso no afecta significativamente una respuesta crítica. También le puede interesar evaluar y certificar con éxito los sistemas de medición. Dispondrá de importantes herramientas de análisis de capacidad para evaluar sus procesos en relación con las especificaciones internas y del cliente. Podrá evaluar una muestra aleatoria de producto de un lote para determinar si acepta o rechaza todo el lote.
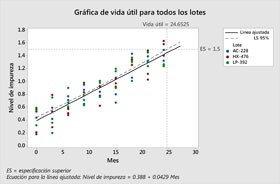
Dispondrá también de herramientas para aplicar DOE para la mejora de sus procesos. Utilizando el análisis de estabilidad podrá determinar la vida útil de un producto. Todas estas aplicaciones ponen énfasis en tomar buenas decisiones comerciales basadas en la aplicación práctica de técnicas estadísticas comúnmente utilizadas en la industria farmacéutica.
Entre las herramientas más utilizadas encontrará:
- Importación y formato de datos
- Gráficos de barras
- Histogramas
- Diagramas de caja
- Diagramas de dispersión
- Determinación de potencia y tamaño de muestra
- Pruebas t
- Pruebas de equivalencia
- Pruebas de proporción
- Intervalos de tolerancia
- Gráficos de control de variables y atributos
- Regresión ANOVA unidireccional
- ANOVA de múltiples variables
- DOE
- Análisis de concordancia de atributos y Gage R&R
- Aceptación de atributos
- Análisis de capacidad de muestreo para datos normales y no normales
Contrate las lecciones y líneas de aprendizaje de Minitab Education Hub para capacitar a sus técnicos y permitir que la aplicación de las técnicas estadísticas para mejorar sus procesos esté a sus alcance.
- Detalles
- Categoría: Lakes
- Visto: 4528
El sistema de modelado CALPUFF es muy sofisticado y admite una amplia gama de escenarios de modelado. Una limitación del sistema es que hay un número finito de objetos que se pueden especificar en los parámetros de entrada del modelo. Por ejemplo, CALPUFF solo puede aceptar un número finito de fuentes de cada tipo en una sola ejecución del modelo.
Cada ejecutable (por ejemplo, CALMET, CALPUFF, CALPOST) tiene un archivo de parametrización correspondiente que define estos límites. CALPUFF View de Lakes Software formatea estos archivos en una tabla fácil de leer para ayudar a los usuarios a encontrar estos límites.
Para encontrar las tablas:
- En el menú File, seleccione Preferences
- Bajo el encabezado EPA Models/Limits, vaya a Model version. Elija entre las siguientes opciones:
- a. EPA Approved Version (CALMET/CALPUFF 5.8.5, CALPOST 6.221),
- b. Version 6 (CALMET 6.4.0 – CALPUFF 6.42 – CALPOST 6.292),
- c. Version 7 (CALMET 6.5.0 – CALPUFF 7.2.1 – CALPOST 7.1.0), o
- d. Version 7.3 Beta (CALMET 6.5.0 – CALPUFF 7.3.2 – CALPOST 7.2.0)
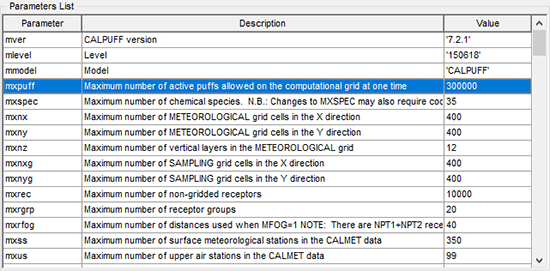
- A continuación, elija el ejecutable de interés: CALMET, CALPUFF o CALPOST
- La lista de parámetros Parameter List se mostrará en la tabla. La siguiente captura de pantalla muestra algunos de los parámetros para CALPUFF Versión 7.2.1.
Si tiene un proyecto en el que uno de sus parámetros supera el límite del modelo, es posible que deba desarrollar una solución alternativa. Esto puede incluir:
- Recompilación de los ejecutables del modelo en FORTRAN para aceptar límites más altos
- Creación de múltiples proyectos y utilización de CALSUM para combinar resultados
Para los usuarios que optan por volver a compilar el modelo ellos mismos, CALPUFF View también puede identificar los ejecutables del modelo y los archivos de parámetros especificados por el usuario. Seleccione el botón de opción especificado por el usuario y seleccione el icono Abrir para identificar la ubicación de su archivo de parámetros ejecutable y correspondiente personalizado .
- Detalles
- Categoría: Comsol
- Visto: 3723

Esta mañana se ha inaugurado el Iberian COMSOL Multiphysics Conference 2022, el foro nacional de simulación multifísica que reúne a profesionales e investigadores de este ámbito y a usuarios de COMSOL Multiphysics.
La inauguración ha contado con los parlamentos de Alejandro Rodríguez, Director de la Escuela de Ingenierías Industriales, Emilio Ruiz Reina, Director Académico del Máster COMSOL Multiphysics UMA (MUCOM) y Jose Maria Cifuentes, Director General de Addlink Software Científico,S.L.

A continuación, en la sesión plenaria, Rafael Serra Giménez de la empresa ACUSTICA BEYMA ha presentado varias aplicaciones compiladas de COMSOL para la optimización del diseño de altavoces de varios tipos, introduciendo algoritmos genéticos propios.
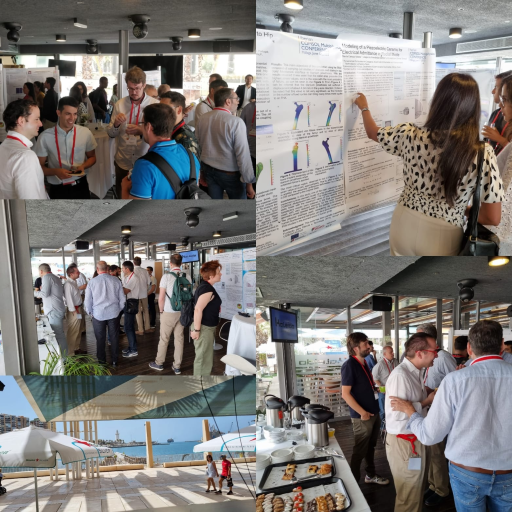
La sesión de pósters ha permitido a los asistentes dirigirse directamente a los autores para conocer detalles de sus trabajos con COMSOL Multiphysics.
Antes del almuerzo, Benjamín Ivorra, profesor de la Universidad Complutense de Madrid ha impartido el minicurso "Resolución de problemas de diseño industrial mediante el módulo de optimización y COMSOL Multiphysics con MATLAB".
- Detalles
- Categoría: Minitab
- Visto: 4053
Por Josué Zable.

Las has visto antes. Incluso podrías haberlas usado. Las bolas Harvey son símbolos para comunicar visualmente información cualitativa como el estado del proyecto, las características del producto y el desempeño de los empleados. Desafortunadamente, hacer los símbolos puede llevar mucho tiempo en diferentes programas. Afortunadamente, una matriz de Harvey Balls, fácil de usar y versátil, ahora está disponible en Minitab Workspace y Minitab Engage.
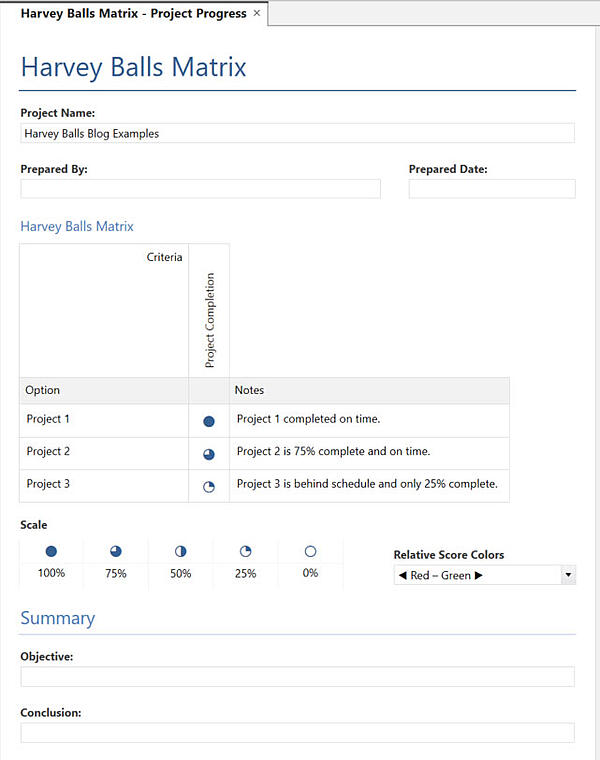
MATRIZ DE HARVEY BALLS PARA EL ESTADO DEL PROYECTO
Un uso simple, rápido y común de la matriz de bolas Harvey es transmitir el estado del proyecto. En el siguiente ejemplo, usamos el formulario Harvey Balls para indicar el estado de tres proyectos. En menos de un minuto, se puede crear un formulario y demostrar el progreso y una descripción general de todos los proyectos.
USO DE BOLAS HARVEY PARA COMPARAR PRODUCTOS
Las bolas de Harvey se utilizan a menudo en las tablas de comparación para indicar el grado en que un elemento en particular cumple con un criterio en particular. Si bien la comparación de productos suele ser bastante sencilla (precio, peso, si tienen ciertas características), las bolas Harvey son particularmente útiles para comparar información más cualitativa, como el gusto o la preferencia. En Minitab Workspace o Minitab Engage, la plantilla Harvey Balls calcula automáticamente una puntuación, según su entrada, para ayudar a tomar decisiones.
Usemos un ejemplo de alguien que busca comprar y evaluar software. Hay una serie de cosas a considerar, como características, facilidad de uso y asequibilidad. Estas características suelen ser medibles, pero a veces pueden dificultar la diferenciación entre productos y la selección. En esta matriz básica de Harvey Balls, el uso exclusivo de características medibles hace que parezca que todas las opciones de software tienen pros y contras, pero que optar por cualquiera de ellas es la decisión correcta.
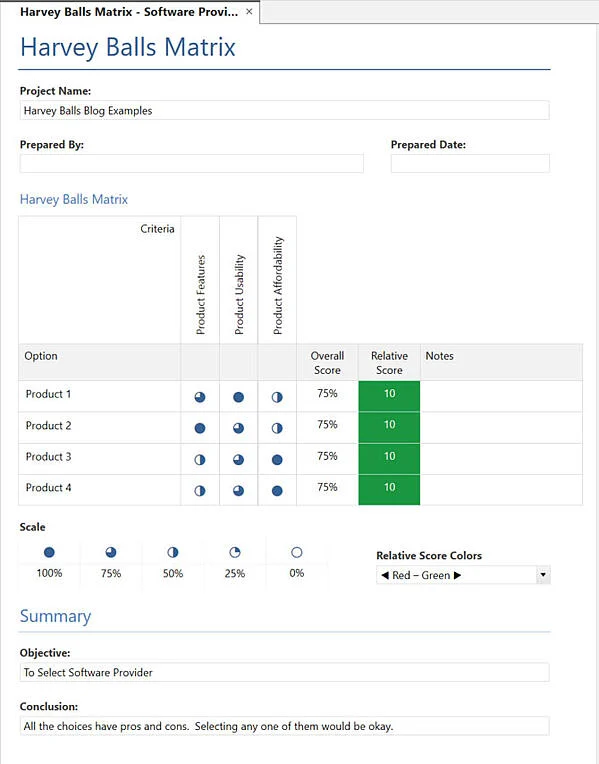
En Minitab sabemos que invertir en software se trata tanto de asociarse con el proveedor de software como del software mismo. Incorporar al proveedor puede ser difícil, ya que a menudo se reduce a la experiencia y el servicio al cliente, que son difíciles de medir cuantitativamente. Al usar Harvey Balls Matrix para ayudar a seleccionar el software y proveedor, puede capturar todas las características importantes que está buscando y realmente tomar la mejor decisión.
A medida que se añade la información sobre la empresa que proporciona el software, ¡obviamente queda claro cuál es el software adecuado para seleccionar!
HARVEY BALLS PARA RECURSOS HUMANOS Y GESTIÓN
En términos generales, los profesionales y gerentes de recursos humanos se enfrentan al desafío de calificar y clasificar a los empleados. Si bien ciertos departamentos como el de ventas pueden tener métricas más cuantitativas, la mayoría de los departamentos requieren el juicio de un gerente con respecto a las habilidades de su gente. Las bolas Harvey son una forma fácil e imparcial de calificar y clasificar a los empleados.
La mayoría de los gerentes no clasifican a sus empleados únicamente por su desempeño. Esperemos que la mayoría, si no todos, estén haciendo su trabajo. A menudo, hay otras características que un gerente busca: potencial, ética de trabajo, trabajo en equipo, etc. En el siguiente ejemplo, le mostramos una muestra de cómo Joan, la gerente de programación de Zoey's Extraordinary Playlist, clasificó a sus empleados usando Harvey Balls Matrix. (¡Alerta de spoiler! ¡No sigas leyendo si aún no has visto el programa!)
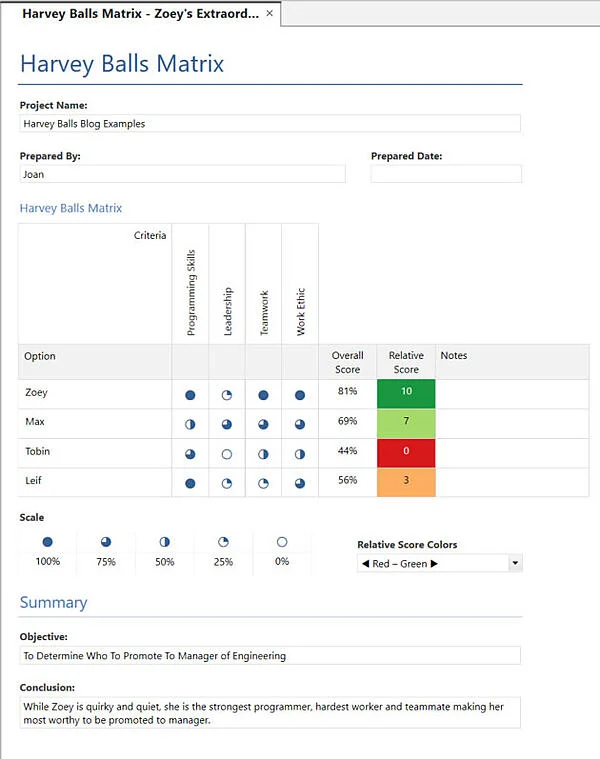
Como se puede ver, Joan evaluó a su equipo de programación utilizando diferentes características. Harvey Ball Matrix ayudó a Joan a determinar quién debería ascender al calcular automáticamente un puntaje basado en su evaluación. Si bien todos pensaron que Leif y Zoey estaban bastante cerca porque ambos son los programadores más fuertes, Harvey Ball Matrix deja claro que la decisión de promover a Zoey fue fácil.
Curiosamente, Harvey Ball Matrix también reveló información adicional sobre el equipo. Según la evaluación, resulta que Max sería la segunda opción para ser gerente. Esto también ayudaría a explicar cómo Ava decidió reclutar a Max para el sexto piso para ser ascendido a gerente. ¡Después de todo, admitió haber pirateado los archivos de Joan!
Otros puntos de interés son que, si bien el equipo es claramente un equipo técnico fuerte, realmente carece de liderazgo. En lugar de gastar capacitación en programación adicional, tal vez la capacitación en liderazgo sea más adecuada.
FINALIZANDO
Las bolas Harvey, que se cree que fueron creadas por Harvey Poppel en Booz Allen Hamilton en la década de 1970, se desarrollaron originalmente para resumir largas columnas de datos numéricos para documentos de proyectos internos. Ahora, son comunes en casi todas partes, en todas las organizaciones y en todo el mundo.
Ya sea que haya leído el artículo en toda su extensión o simplemente lo haya hojeado (¡entendemos y apreciamos su tiempo!), no hay duda de que podrá comprender fácilmente los porcentajes que representan los 5 símbolos diferentes de la bola Harvey y obtener una visión general rápida y potente cuando los vea todos juntos en una tabla. Y ahora, con la plantilla versátil y fácil de usar disponible tanto para Minitab Workspace como para Engage, ¡no hay necesidad de rogar a un diseñador gráfico para que lo ayude a ponerlo todo en una diapositiva!