- Detalles
- Categoría: Comsol
- Visto: 6639
En un artículo anterior de las noticias hemos hablado del proceso del grabado químico húmedo (wet chemical etching), el cual es uno de los procesos fundamentales en la manufactura de dispositivos semiconductores. Siguiendo con esta línea, la de comprender mejor y optimizar algún aspecto o procesos implicados, describiremos el proceso de Chemical Vapor Deposition o CVD (Deposición Química en Fase de Vapor).
La deposición química en fase vapor (CVD) permite el crecimiento de películas delgadas (thin films) sobre un sustrato mediante la adsorción y reacción de moléculas y fragmentos moleculares sobre una superficie. Existe una gran familia de procesos CVD donde se modifican algunas propiedades del medio tales como Low Pressure Chemical Vapor Deposition (LPCVD) [1] o el Plasma Enhanced Chemical Vapor Deposition (PECVD) [2]. Ver la primera y segunda referencia donde investigadores han utilizado COMSOL para desarrollar modelos que han sido verificados para dichas tecnologías.
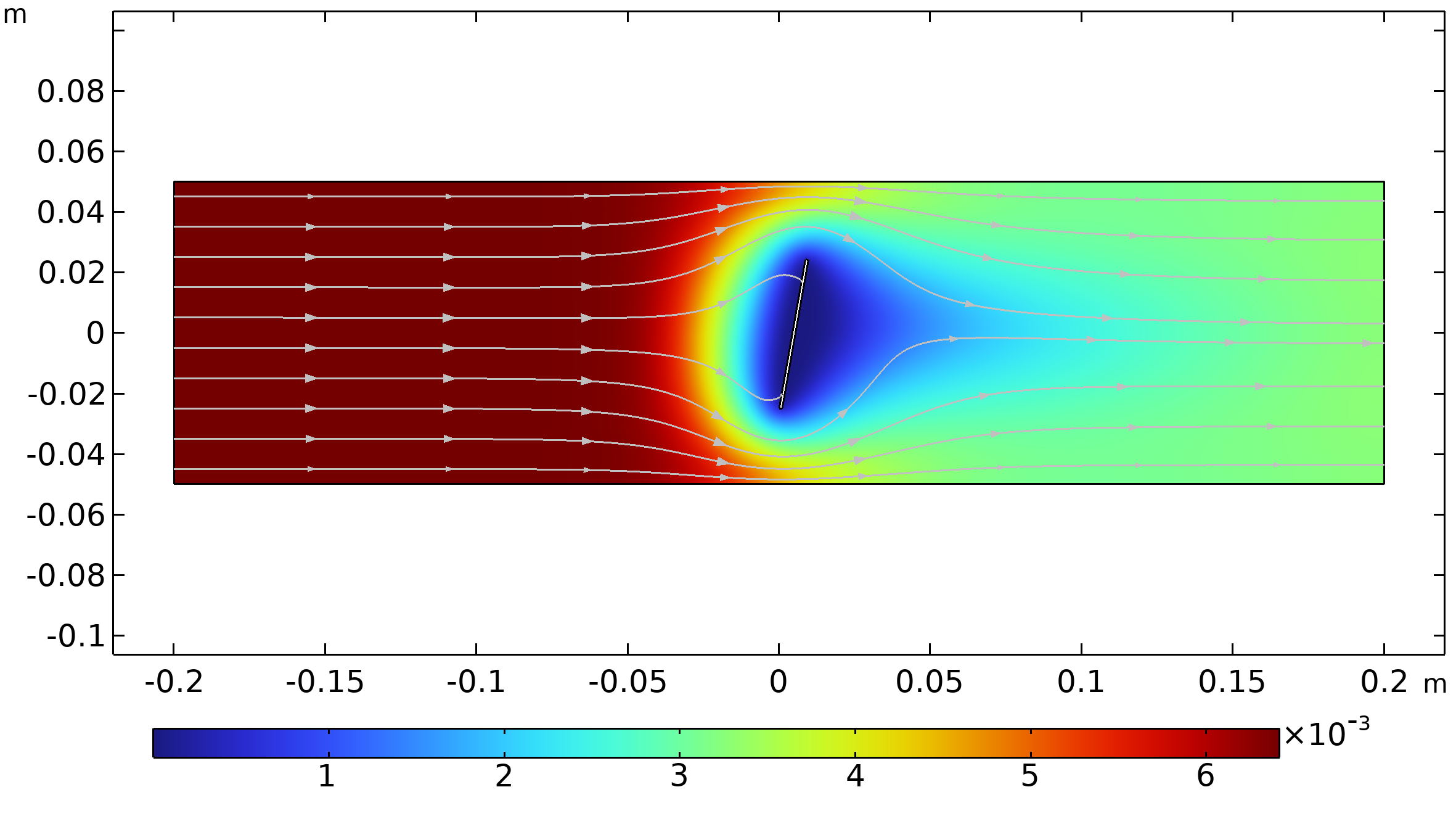
Desde el punto de vista didáctico, un ejemplo que ilustra el modelado de un reactor de CVD se puede ver en [3]. En él se descompone Galio (III) trietilo, cuya fórmula química es Ga(C2H5)3, y los productos de la reacción, junto con la arsina (AsH3), se adsorben y reaccionan en un sustrato para formar capas de GaAs. Este último es un semiconductor fundamental para distintos aparatos tales diodos emisores en el rango infrarrojo, diodos láser, circuitos integrados y células solares.
El reactor mide 40 cm de largo y 10 cm de altura. En el centro se encuentra el sustrato, de 5 cm de diámetro e inclinado 10° con respecto a la posición vertical. El gas entra en el reactor por la entrada con una velocidad de 0,4 m/s y a una presión de 4000 Pa. En la figura de la cabecera se muestra la distribución de concentración de las especies de Ga(C2H5)3 en el dominio del reactor.
Referencias
[1] Jicheng Zhou, Bowen Lv, Huiling Liang, Zhexi Wen. (2023). Simulation and optimization of polysilicon thin film deposition in a 3000 mm tubular LPCVD reactor. Solar Energy, Volumen 253, 15 March 2023, Páginas 462-471.
[2] Jicheng Zhou, Jing Huang, Jia Liao, Yan Guo, Zengchao Zhao, Huiling Liang. (2021). Multi-field simulation and optimization of SiNx:H thin-film deposition by large-size tubular LF-PECVD. Solar Energy, Volumen 228, 1 November 2021, Páginas 575-585
[3] Chemical Vapor Deposition of GaAs. COMSOL Application Gallery. ID:945
- Detalles
- Categoría: Minitab
- Visto: 8330

Por Jon Finerty.
En el mundo de la gestión de la cadena de suministros, garantizar la calidad de los productos adquiridos es crucial para el éxito. Una sola pieza defectuosa puede alterar toda la cadena de suministro y erosionar la confianza del cliente. En este artículo exploramos cómo utilizar una prueba de 1 proporción en Minitab para evaluar la tasa de defectos de los medidores de combustible producidos por un proveedor para un fabricante de automóviles.
ENTENDER EL PROBLEMA
Imaginemos un escenario en el que su empresa fabrica vehículos y obtiene medidores de combustible de un proveedor. Si bien su proveedor tiene buena reputación, sus automóviles representan su marca de alta calidad y parte de su promesa a los clientes es centrarse en la seguridad. Si bien no desea piezas defectuosas, comprende la variabilidad normal y establece una tasa de defectos del 2 % como umbral aceptable para un proveedor. Para probar a su proveedor, realiza una prueba de calibración en un conjunto de muestra de medidores de combustible para determinar si la tasa de defectos excede el umbral aceptable.
RECOPILAR LOS DATOS
Su equipo selecciona 500 medidores de combustible suministrados durante la semana anterior y les realiza pruebas de calibración. De los 500 indicadores de combustible, identifica 18 que están calibrados incorrectamente.
TEST DE 1-PROPORCIÓN: ¿QUÉ ES?
Una prueba de 1 proporción, también conocida como prueba de proporción de una muestra o prueba de proporción binomial, es una herramienta estadística que se utiliza para determinar si la proporción de una determinada característica en una muestra difiere significativamente de una proporción poblacional conocida o hipotética. En nuestro caso, queremos determinar si la tasa de defectos (proporción de indicadores de combustible defectuosos) es mayor que el 2% especificado.
ESTABLECER LA HIPÓTESIS
Las hipótesis para esta prueba son:
- Hipótesis nula (H0): La tasa de defectos es igual o menor al 2% (p ≤ 0,02)
- Hipótesis alternativa (Ha): La tasa de defectos es mayor al 2% (p > 0,02)
REALIZAR LA PRUEBA EN MINITAB
- Elija Estadísticas > Estadísticas básicas > 1 proporción.
- Elija Datos resumidos.
- En Número de eventos, escriba 18.
- En Número de ensayos, escriba 500.
- En Proporción hipotética, escriba 0,02.
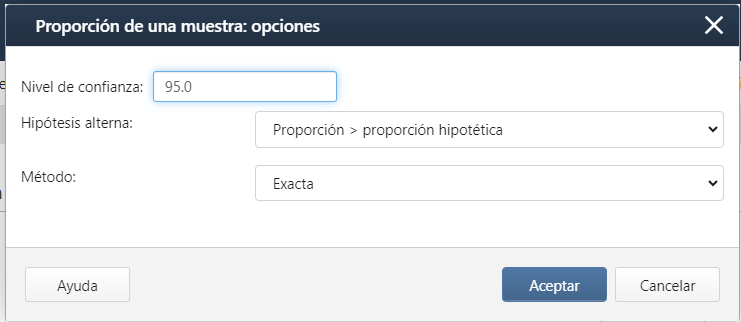
- Haga clic en Opciones.
- Complete el cuadro de diálogo como se muestra a continuación, luego haga clic en Aceptar.
INTERPRETAR LOS RESULTADOS
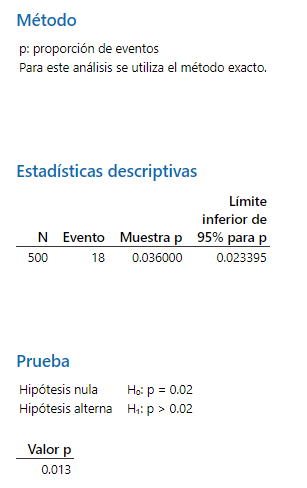
Los resultados sugieren que la tasa de defectos es superior al 2%:
- El límite inferior del 95% para la tasa de defectos es 2,3395%, que es superior al 2%.
- El valor p (0,013) está por debajo de α (0,05)
Dado que el valor p es inferior a 0,05, podemos rechazar la hipótesis nula y concluir que la tasa de defectos es superior al 2%.
Ahora que se ha descubierto que la tasa de defectos es mayor de lo esperado, debe asegurarse de que el sistema de medición sea correcto. Si hubo algún sesgo o variación no deseada en el proceso de medición, es posible que se haya identificado erróneamente que los medidores de combustible estaban defectuosos. (¡Afortunadamente, Minitab tiene un módulo de Análisis de sistemas de medición diseñado específicamente precisamente para este propósito!)
Sin embargo, si se confía en el sistema de medición, podría considerarse solicitar que el proveedor rediseñe el medidor de combustible para mejorar la precisión. O tal vez sea hora de encontrar un nuevo proveedor que pueda proporcionarle las piezas de calidad que necesita para mantener su cadena de suministro funcionando sin problemas.
RECORDAR CONSIDERAR EL TAMAÑO DE LA MUESTRA
La muestra del proceso de fabricación deberá tomarse de forma aleatoria. Si los 500 medidores de combustible procedieran del mismo lote o tuvieran la misma fecha de fabricación, el análisis excluiría la variación entre lotes o las fuentes de variabilidad a lo largo del tiempo. Los resultados podrían entonces estar sesgados, especialmente si la muestra constaba de un conjunto de piezas excepcionalmente buenas o malas.
IMPULSAR DECISIONES MÁS INTELIGENTES CON MINITAB
Al utilizar una prueba de 1 proporción en Minitab, los gerentes de la cadena de suministro pueden tomar decisiones basadas en datos sobre la calidad de los productos adquiridos. Este tipo de análisis permite a las empresas tomar medidas adecuadas, como trabajar estrechamente con los proveedores para mejorar los procesos de fabricación, garantizar cadenas de suministro más fluidas y una mayor satisfacción del cliente.
- Detalles
- Categoría: Comsol
- Visto: 5766
Cualquiera que sea el dispositivo semiconductor para desarrollar y optimizar, se requieren una serie de etapas de manufactura para llegar al producto final. Entre dichos dispositivos se tienen, por ejemplo: transistores, células solares, sensores, diodos, LED, entre otros. Las etapas o procesos requeridos son los de (1) limpieza de superficies debido a la presencia de metales y material orgánico o formación de óxidos, (2) mejora o modificación de la superficie para crear canales, junturas u otro propósito, (3) deposición de otras capas como dieléctricos y (4) la creación de contactos eléctricos para la colección o transporte externa de portadores de carga.
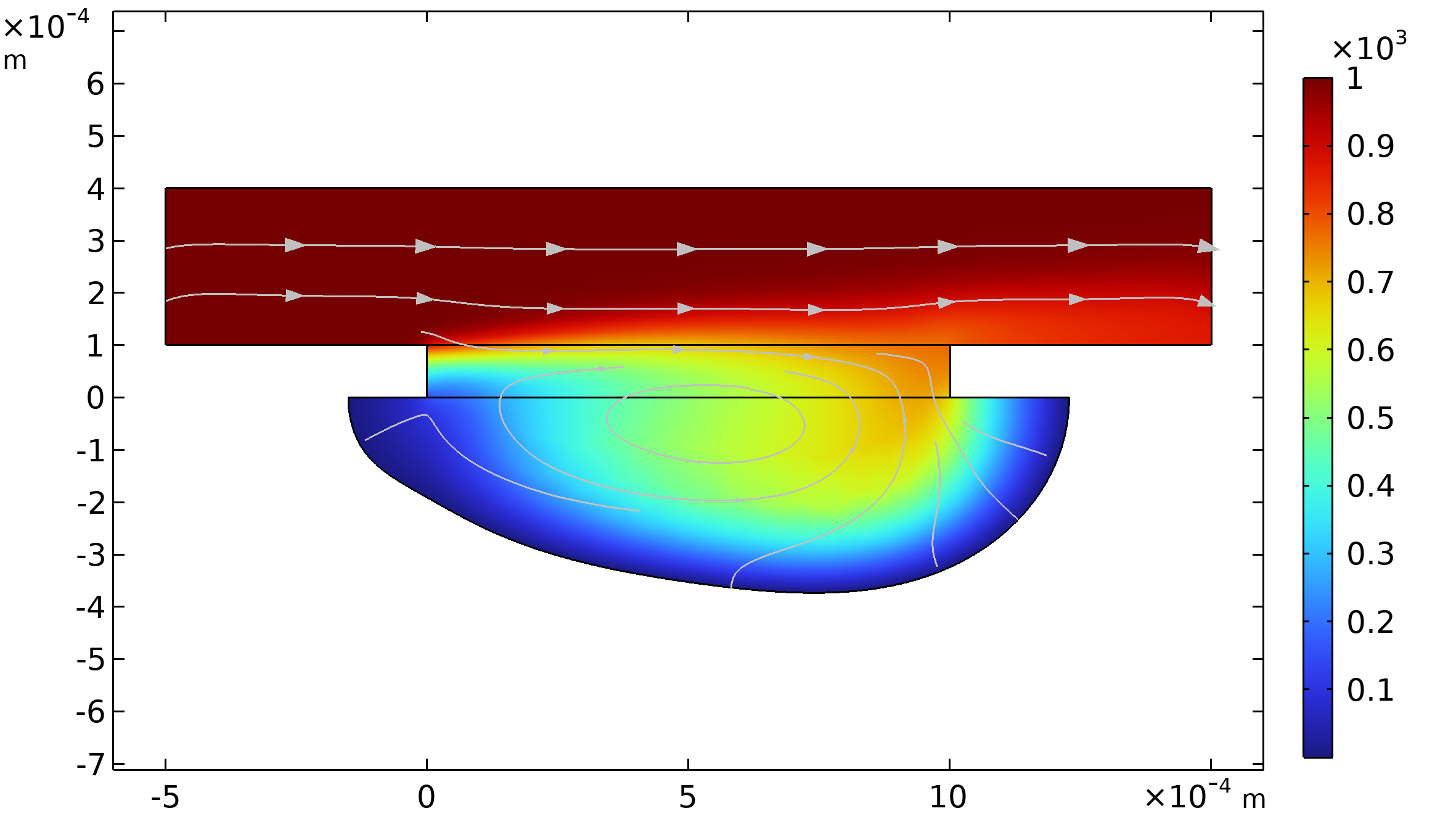
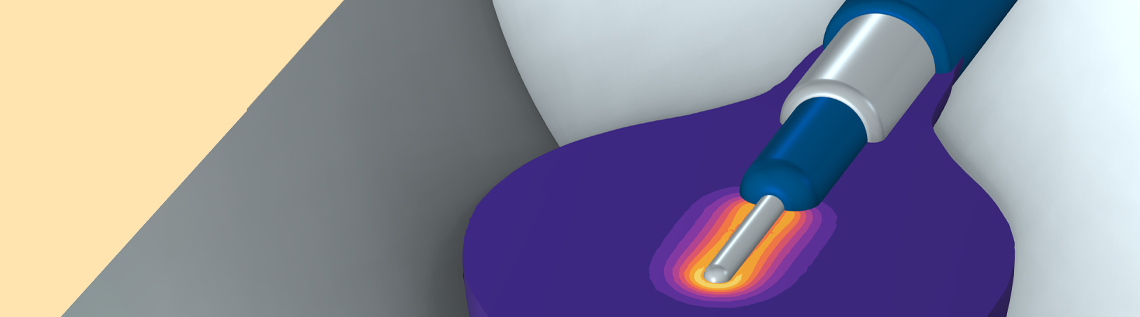
En esta ocasión tocamos el tema de Wet chemical etching (grabado químico húmedo) para una geometría 2D bajo flujo laminar. El concepto subyacente se puede aprender de manera práctica con el tutorial [1]. El objetivo del modelo es examinar cómo se remueve el material del sustrato de cobre y cómo evoluciona la forma de la cavidad durante el proceso de grabado químico húmedo. El grabado químico húmedo es importante en la industria microelectrónica para la creación de patrones de circuitos integrados, dispositivos MEMS, optoelectrónicos y sensores de presión. Los procesos de ataque químico húmedo utilizan soluciones de ataque ("húmedas"), en las que el sustrato que se va a grabar se sumerge en un flujo controlado de agente de ataque químico.
La geometría 2D consiste en un sustrato de cobre enmascarado con una superficie expuesta que va a ser grabada en húmedo. El dominio rectangular superior tiene fluido fluyendo sobre el sustrato de cobre expuesto en la dirección x. El fluido reacciona sólo con el cobre desenmascarado a medida que se graba. Ver la figura de la cebecera que muestra el perfil de concentración del agente químico CuCl2 a t = 10.000 s sobre la cavidad de cobre sin enmascarar.
Referencias
- Detalles
- Categoría: Minitab
- Visto: 5014
Por Jon Finerty.
En el intrincado ámbito de la gestión de la cadena de suministros, la entrega oportuna de los bienes es un factor crítico de éxito. Evaluar el desempeño de los proveedores requiere conocimientos basados en datos, y Minitab, el software estadístico líder, proporciona una solución potente pero fácil de usar. Este artículo lo guiará en el uso de la Prueba de 2 proporciones de Minitab para analizar la tasa de entregas tardías entre dos proveedores: el Proveedor A y el Proveedor B. Al profundizar en los datos y realizar la Prueba de 2 proporciones, nuestro objetivo es discernir qué proveedor exhibe una Mayor tasa de entregas tardías.
¿QUÉ ES UNA PRUEBA DE 2 PROPORCIONES?
La prueba de dos proporciones de Minitab, una herramienta esencial en el campo de la estadística, permite comparar las proporciones de dos grupos y determinar si son significativamente diferentes. En nuestro contexto, los grupos representan las tasas de entregas tardías para el Proveedor A y el Proveedor B.
SENTANDO LAS BASES: LAS HIPÓTESIS
:Antes de realizar el análisis, definamos nuestras hipótesis:
- Hipótesis nula (H0): No existe una diferencia significativa en las tasas de entregas tardías entre el Proveedor A y el Proveedor B.
- Hipótesis alternativa (Ha): Existe una diferencia significativa en las tasas de entregas tardías entre el Proveedor A y el Proveedor B.
REVELANDO LOS DATOS
Nuestro análisis se basa en los siguientes datos:
- Proveedor A: Entregas totales = 1160, Entregas tardías = 140
- Proveedor B: Entregas totales = 1169, Entregas tardías = 115
Basándose en estos puntos de datos (sin la ayuda de Minitab), podríamos suponer que la hipótesis alternativa es correcta. De hecho, podemos incluso ir tan lejos como para decir que el proveedor A llega tarde el 12% de las veces y el proveedor B llega tarde el 9,8% de las veces.
Antes de tomar una decisión comercial que podría afectar nuestras relaciones con proveedores o clientes, pongamos a prueba nuestros datos.
EJECUTAR LA PRUEBA DE 2 PROPORCIONES EN MINITAB
Paso 1: Abra Minitab y navegue hasta "Estadísticas" > "Estadísticas básicas" > "2 proporciones..." para iniciar el cuadro de diálogo Prueba de 2 proporciones.
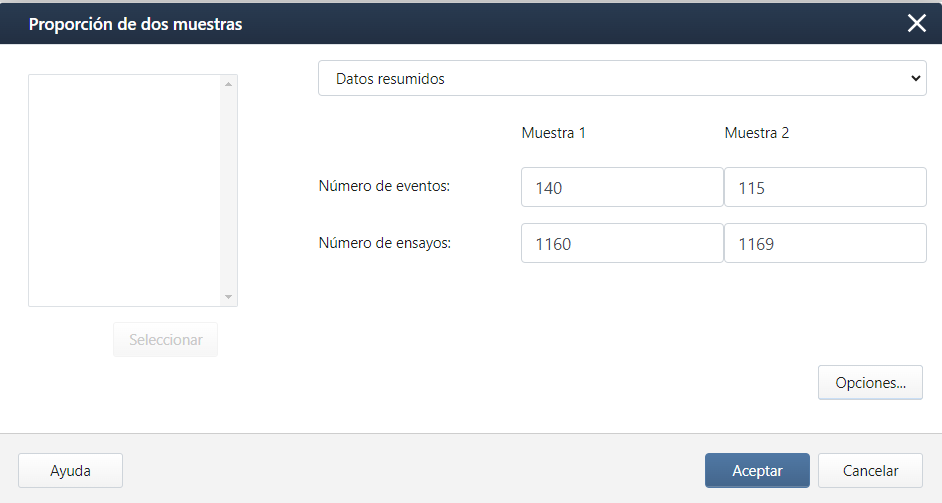
Paso 2: Ingrese los datos en el cuadro de diálogo (Datos resumidos):
- "Número de eventos" para el Proveedor A (entregas tardías) = 140
- "Número de ensayos" para el Proveedor A (entregas totales) = 1160
- Repita lo mismo para el Proveedor B
Paso 3: seleccione su nivel de significancia y especifique su hipótesis alternativa. El nivel de confianza más común (y aceptable) es el 95%, lo que significa que sólo tiene un 5% de posibilidades de equivocarse.
Paso 4: Haga clic en "Aceptar" para generar los resultados.
INTERPRETACIÓN DE LOS RESULTADOS
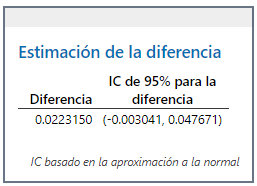
Minitab nos proporciona información crucial que incluye la estadística de prueba, el valor p y el intervalo de confianza. Nuestro enfoque se centra en el valor p, un indicador fundamental que mide la probabilidad de obtener resultados tan extremos como los observados, suponiendo que la hipótesis nula sea válida.
OBTENER EL VEREDICTO
Comparando el valor p con nuestro nivel de significancia elegido (0,05), sacamos las siguientes conclusiones:
- Si el valor p < 0,05: Rechace la hipótesis nula. Existe una diferencia significativa en las tasas de entrega tardía.
- Si el valor p ≥ 0,05: no se rechaza la hipótesis nula. No se evidencia ninguna diferencia significativa en las tasas de entrega tardía.
CONCLUSIÓN
Al realizar la prueba de 2 proporciones en Minitab, descubrimos que el valor p supera 0,05. Esto nos lleva a "No poder rechazar la hipótesis nula". En términos más simples, no surge ninguna evidencia estadística que respalde la afirmación de que la tasa de retraso en las entregas del Proveedor A difiere significativamente de la del Proveedor B. Por tanto, concluir que uno de estos proveedores tiene un mayor índice de retrasos en las entregas podría ser un error.
FORTALECER LAS DECISIONES INFORMADAS
Al aprovechar la prueba de dos proporciones de Minitab, hemos desbloqueado una evaluación imparcial del desempeño de los proveedores. Estos conocimientos basados en evidencias nos guían a la hora de tomar decisiones informadas con respecto a la selección y gestión de proveedores. Navegar por las complejas aguas de la gestión de la cadena de suministro se ve facilitado por la destreza analítica de Minitab, que nos impulsa hacia la eficiencia y la excelencia basadas en datos.
- Detalles
- Categoría: Maple
- Visto: 5242
Maple proporciona herramientas para crear documentos y aplicaciones interactivas mediante programación. Una vez que se hayan desarrollado y probado las aplicaciones en Maple, éste proporciona la opción de compartirlas como documentos de Maple o implementarlas en Maple Learn, donde los estudiantes pueden acceder a ellas a través de un navegador web. Maple 2023 incluye herramientas adicionales que ayudan a crear más aplicaciones, más fácilmente.
Cuestionarios de prácticas
- Un nuevo Quiz Builder viene cargado con cuestionarios de muestra y facilita la creación de las propias preguntas de cuestionario personalizadas del usuario. Quiz Builder hace que sea más fácil elegir los tipos de preguntas, añadir sugerencias, proporcionar comentarios, mostrar la solución y generar nuevos problemas.
- Ahora se pueden crear preguntas de práctica que pidan a los estudiantes que proporcionen todos los pasos de la solución y luego brinden comentarios sobre cada paso, no solo la respuesta final.
- Los cuestionarios ahora pueden tener títulos además del texto de la pregunta.
Galería de plantillas
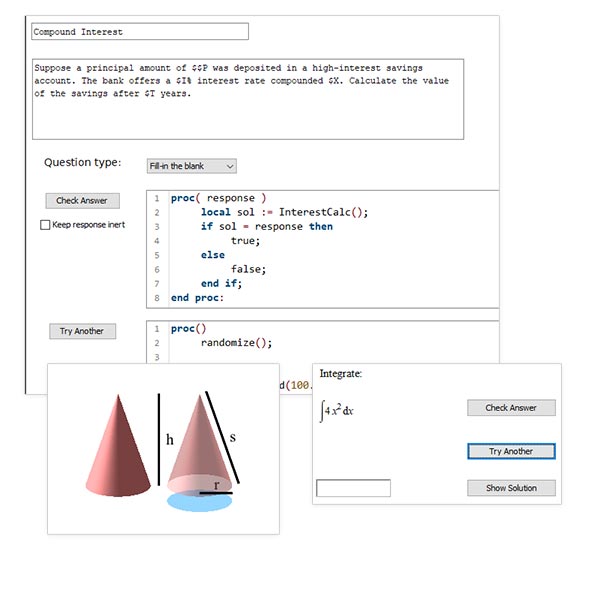
Una nueva galería de plantillas proporciona ejemplos que facilitan la creación de aplicaciones matemáticas más complejas y aplicaciones interactivas que requieren programación, como gráficos interactivos en los que se puede hacer clic, cuestionarios que ofrecen a los estudiantes práctica ilimitada y brindan retroalimentación, ejemplos que brindan pasos de solución y más.
- Más de 44 plantillas y ejemplos modificables cubren funciones, geometría, cálculo y otros temas.
- Los ejemplos demuestran cómo implementar gráficos en los que se puede hacer clic, cuestionarios de práctica de autoevaluación, pasos de solución y otras funciones avanzadas.
- El código Maple utilizado para esas aplicaciones se puede ver, copiar y modificar fácilmente, por lo que puede personalizar aplicaciones específicas o utilizar el código como punto de partida para su propio trabajo.
Herramientas
El paquete DocumentTools:-Canvas, que proporciona un marco para crear aplicaciones mediante programación, se ha ampliado para permitir un mayor control sobre la apariencia de la aplicación y facilitar algunas tareas comunes.
- Los elementos del lienzo (canvas) tienen más opciones para controlar la apariencia, como el tamaño de fuente, el color, los controles deslizantes y los atributos personalizados.
- Los nuevos comandos de script facilitan borrar un solo grupo, restablecer todo el documento o convertir texto con MathML incrustado en texto sin formato.

- Detalles
- Categoría: Comsol
- Visto: 5444
Hay muchas situaciones en las que puede interesar modelar señales eléctricas periódicas, aunque no sinusoidales, con el fin de calcular los campos eléctricos resultantes, las pérdidas térmicas y el cambio de temperatura. Por ejemplo, se pueden aplicar trenes de impulsos eléctricos al tejido humano con fines de neuromodulación, electroporación o ablación térmica.
Dichas señales pueden simularse mediante modelado en el dominio del tiempo, pero en este artículo del blog de COMSOL, Walter Frei nos explica que también es posible calcular de manera eficiente la respuesta lineal mediante un enfoque de transformada de Fourier, considerando un solo periodo.
El autor parte del modelo de ejemplo de su artículo del blog de COMSOL "Comprensión de las opciones de excitación electromagnética transitoria", resolviéndolo utilizando la interfaz de Corrientes eléctricas.
Los resultados de la FFT e IFFT aplicadas se pueden utilizar para predecir la respuesta a lo largo del tiempo y se pueden usar como entradas para una simulación de calentamiento electrotérmico. Puede ser especialmente eficiente aproximar una señal periódica como una suma de varios armónicos, lo que permite tratar esto como un problema multifísico acoplado bidireccionalmente de una manera muy eficiente. Para algunos tipos de problemas, es posible simplificar aún más ignorando por completo el contenido de la frecuencia.
- Detalles
- Categoría: Minitab
- Visto: 3548

Por Andrea Grgic.
 |
Este es Josh. Dirige una fábrica de chocolate en la costa este de EEUU. Le apasiona su nuevo rol como director de producción y quiere producir deliciosas barras de chocolate de alta calidad. Afortunadamente, la fábrica de Josh está funcionando bien, pero como director de producción experimentado, Josh sabe que siempre hay margen de mejora. Está entusiasmado por implementar sus herramientas y técnicas anteriores utilizando Minitab para evaluar oportunidades e implementar cambios positivos cuando sea posible. En este artículo, lo guiaremos a través de un ejemplo simple de producción de barras de chocolate, pasos para lograr la excelencia y soluciones de Minitab que pueden ayudar a los fabricantes a mejorar el proceso y la calidad de sus productos. Vamos a empezar. |
REVISE SU PROCESO ACTUAL
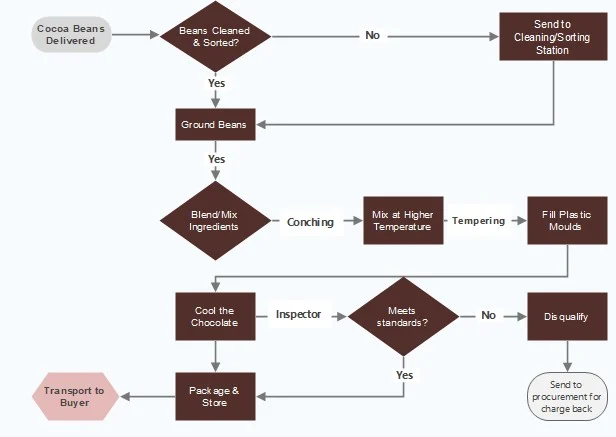
Para empezar, Josh quiere obtener una instantánea rápida del proceso de producción actual de su planta. Comienza revisando el mapa de procesos del equipo creado en Minitab Engage. Un mapa de procesos traza visualmente todos los pasos y actividades a medida que fluyen a través de un proceso o flujo de trabajo. Desde el grano de cacao hasta la entrega del proveedor, su equipo traza todos los pasos necesarios.
El proceso parece sencillo, pero Josh quiere conocerlo aún mejor e identificar posibles ineficiencias.
IMPLEMENTAR UN GEMBA WALK
Para comprender mejor el proceso, Josh decide caminar por la fábrica de chocolate. La forma más eficaz de revisar en persona el proceso de trabajo real es con un Gemba Walk.
A lo largo de Gemba Walk, Josh habla con los empleados, hace preguntas y obtiene una visión más profunda de los desafíos a los que se enfrentan. Además de recopilar información, Josh también puede identificar cualquier obstáculo en el proceso y trabajar con su equipo para generar nuevas ideas para la mejora continua, la calidad de las barras de chocolate y la seguridad.
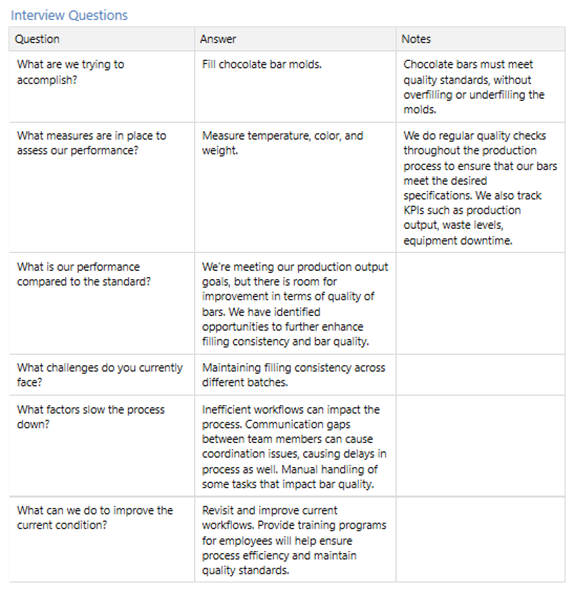
Al final del Gemba Walk, Josh captura sus hallazgos y observaciones en la Hoja de entrevista del Gemba Walk en Minitab Engage.
Para obtener una visión más completa de sus observaciones, Josh también adjunta el mapa de proceso que vio anteriormente en la sección superior de la hoja de entrevista. De esta manera, podrá ver todos los detalles en un solo lugar y monitorizar el progreso del proyecto.
Al observar de cerca los resultados de su Gemba Walk, Josh decide que es necesario profundizar en el proceso para mejorar la calidad de las barras.
REVISE LAS OBSERVACIONES DE GEMBA WALK Y EVALÚE LOS ESTÁNDARES DE CALIDAD CON CONTROL ESTADÍSTICO DE PROCESOS
Después de su Gemba Walk, Josh revisa sus preguntas y hallazgos. Comenzando con su primera pregunta, "¿qué estamos tratando de lograr?" Josh entiende que su objetivo principal es producir barras de chocolate de calidad que cumplan con las especificaciones. También sabe que la mejora de la calidad a menudo brinda amplias oportunidades no sólo para ahorrar costos, sino también para ofrecer un mejor producto a los clientes.
Josh se reúne con su director de calidad para analizar la consistencia y precisión del llenado de los moldes de las barras de chocolate. Es posible que llenar demasiado los moldes no moleste a los clientes que obtienen un chocolate aún más delicioso, pero podría aumentar el costo promedio por barra de chocolate. Un llenado insuficiente podría dejar a los clientes decepcionados (¡y hambrientos!).
Afortunadamente, el director de calidad de Josh emplea control estadístico de procesos para garantizar un llenado de moldes consistente y de alta calidad, al tiempo que reduce las variaciones y los defectos. Para visualizar la estabilidad del proceso, el director de la planta de calidad utiliza Minitab para crear un gráfico de control llamado Gráfico Xbarra-R. Los gráficos de control son útiles para el equipo de Josh, ya que brindan una visión clara del desempeño del proceso a lo largo del tiempo. Si los valores medidos caen dentro de los límites de control, su equipo sabe que el proceso es estable. Gracias al arduo trabajo del director de calidad, los límites de control están por encima del límite mínimo de especificación.
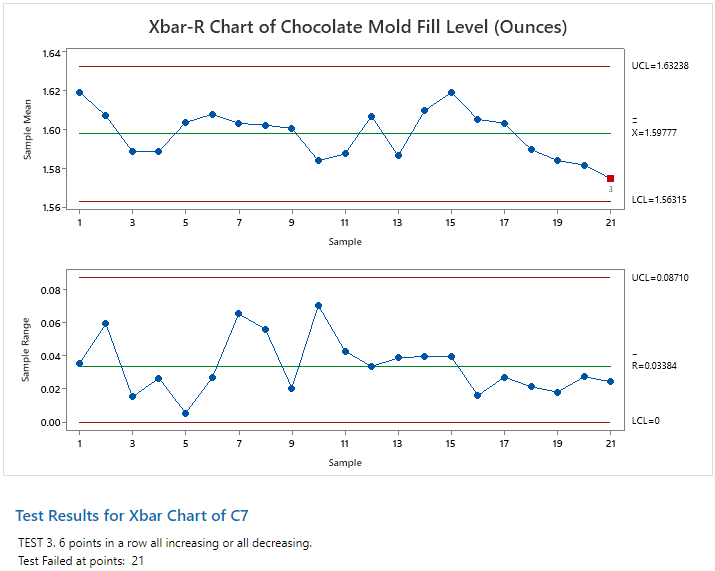
Josh sí nota, sin embargo, que algunos puntos de datos se encuentran fuera de los límites de control y que los niveles de llenado estaban descendiendo hacia el límite especificado de 1,55 onzas (44 g). Josh sugiere que su director de calidad utilice soluciones adicionales de Minitab, como SPC en tiempo real y paneles de control, para monitorizar continuamente el proceso y garantizar que, si el proceso comienza a producir fuera de las especificaciones, se detecte de inmediato sin producir un lote completo defectuoso. Josh sabe que es posible que esta mejora no le ahorre dinero hoy, pero generará ahorros significativos al eliminar defectos a largo plazo.
También sugiere que su director de calidad y su equipo comiencen a pensar en investigar por qué los niveles de llenado están bajando. Al identificar y abordar las fuentes de variación, el equipo de Josh puede mejorar continuamente el proceso de llenado y minimizar los defectos en el futuro.
CONTINUAR ABORDANDO LAS PREGUNTAS E INEFICIENCIAS DESTACADAS POR EL GEMBA WALK
Después de abordar las preguntas sobre la calidad de los productos y el proceso que los rodea, Josh comenzará a revisar otras preguntas y áreas de mejora.
Josh reconoce que otra área de mejora para el equipo es ofrecer programas de capacitación para los empleados de la planta. Estos programas garantizarían que los operadores de chocolate comprendan el proceso para garantizar la eficiencia y mantener altos estándares de calidad.
Afortunadamente para el equipo de Josh, Minitab Education Hub alberga rutas de aprendizaje, recursos y capacitación, todo en un solo lugar, con diferentes temas y niveles que se pueden implementar y rastrear en toda su organización.
Además de las capacitaciones, el gerente de CI (mejora continua) de la planta también implementó un programa de ideas, donde se anima a los empleados a presentar ideas trimestralmente. Esto fomenta una cultura de innovación y brinda apoyo para que los empleados se sientan contribuyentes activos.
CONCLUSIÓN: UN PROYECTO PUEDE CONDUCIR A UNA CULTURA DE APRENDIZAJE E IDEACIÓN CONTINUOS
Entendemos que hay muchas maneras de mejorar los procesos y los estándares de calidad de sus productos. En nuestro sencillo ejemplo, se pueden aplicar herramientas Lean, métodos de resolución de problemas y análisis estadístico para ayudar a mejorar la calidad general de una barra de chocolate. Puede resultar intimidante comenzar, pero las soluciones de Minitab se crearon para ayudarlo a mejorar, un proyecto o proceso a la vez. En nuestro ejemplo, nuestro Gemba Walk resultará en un dulce éxito para Josh y su equipo al producir la barra de chocolate perfecta, en todo momento. ¡Que dulce es!