- Detalles
- Categoría: Comsol
- Visto: 1582
Introducción y objetivos
La diabetes es actualmente una de las diez primeras causas de muerte en el mundo [1]. Los métodos actuales de monitorización de la glucosa en sangre, como las pruebas capilares o venosas, son inconvenientes para su uso frecuente, lo que dificulta la monitorización continua de pacientes diabéticos. Como alternativa, B.G. Pedro y sus colaboradores [2] trabajan en el desarrollo un modelo que relaciona la impedancia eléctrica con los niveles de glucosa en sangre. El estudio explora cómo los cambios en la concentración de glucosa afectan la conductividad de la sangre, lo que se evalúa a través de un modelo numérico de elementos finitos implementado en COMSOL Multiphysics®.
Modelización y simulación
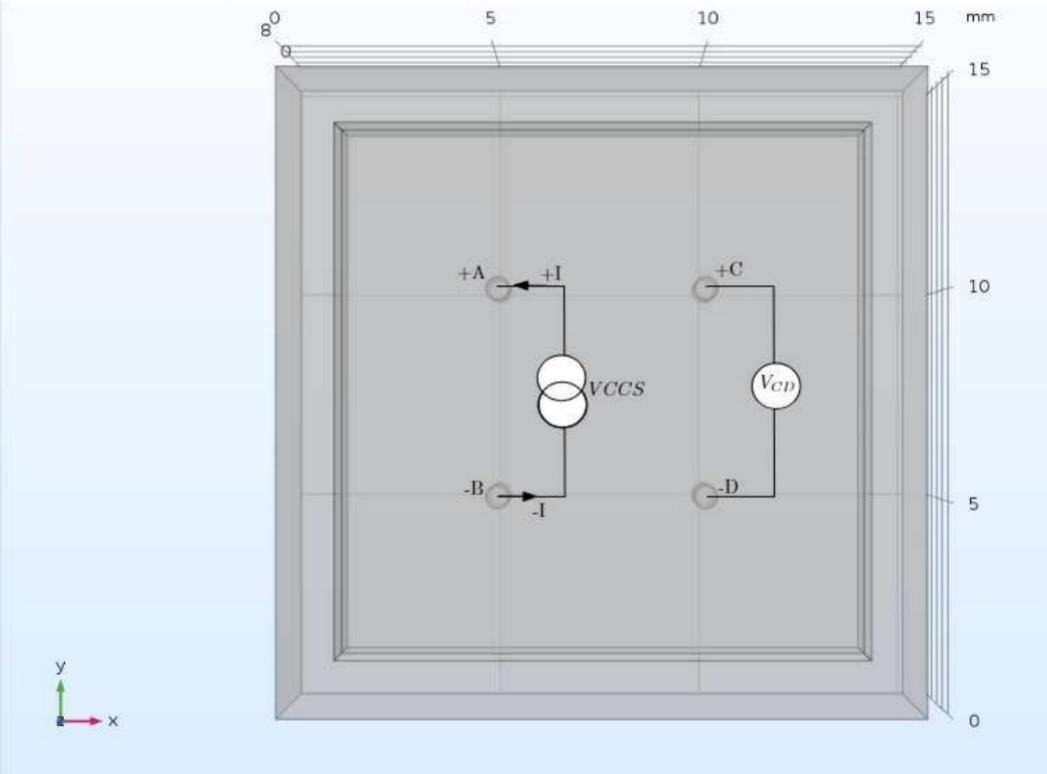
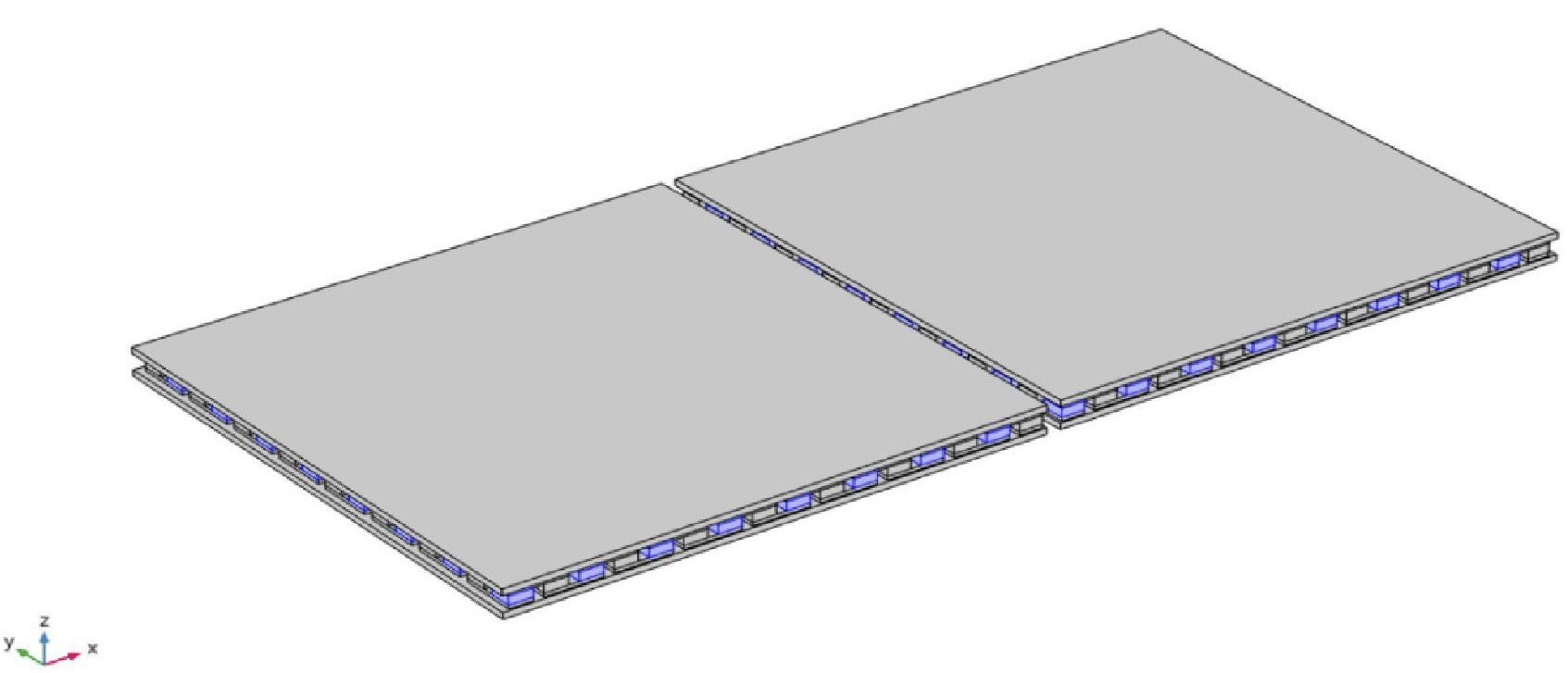
La Figura 1 (portada) muestra la geometría del modelo 3D creado en COMSOL para analizar la sensibilidad de una sonda de impedancia tetrapolar e investigar los factores limitantes que podrían tener un impacto al tratar con experimentos in vitro. Se investigaron los factores geométricos que afectan la sensibilidad de los electrodos, como su disposición espacial y su proximidad al volumen conductor. El análisis permitió identificar las configuraciones óptimas para maximizar la sensibilidad del sistema frente a cambios en las concentraciones de glucosa en sangre.
La figura muestra la configuración del dispositivo de medición modelado en COMSOL Multiphysics utilizando cuatro electrodos, donde VCCS es una fuente de corriente controlada por voltaje, y VCD es la diferencia de potencial entre los electrodos C y D.
Resultados y Conclusiones
La Figura 2 muestra el incremento en la sensibilidad de los electrodos para distintos niveles de concentración de glucosa en sangre. Se observa que la geometría del electrodo limita la distribución de la sensibilidad dentro del volumen conductor. Por otra parte, los resultados experimentales y las simulaciones en COMSOL mostraron que la conductividad aumenta con la concentración de glucosa. Se demostró que una geometría de electrodo coplanar que utiliza una configuración tetrapolar es eficaz para medir concentraciones de glucosa hasta un máximo de 188 mg/dL.
La desviación máxima entre los resultados de las simulaciones y los datos experimentales fue del 3.75%, lo que indica un alto grado de precisión en las simulaciones realizadas con COMSOL. Estos resultados destacan la utilidad de COMSOL como herramienta para desarrollar dispositivos no invasivos que midan de forma no intrusiva y continua los niveles de glucosa en sangre.
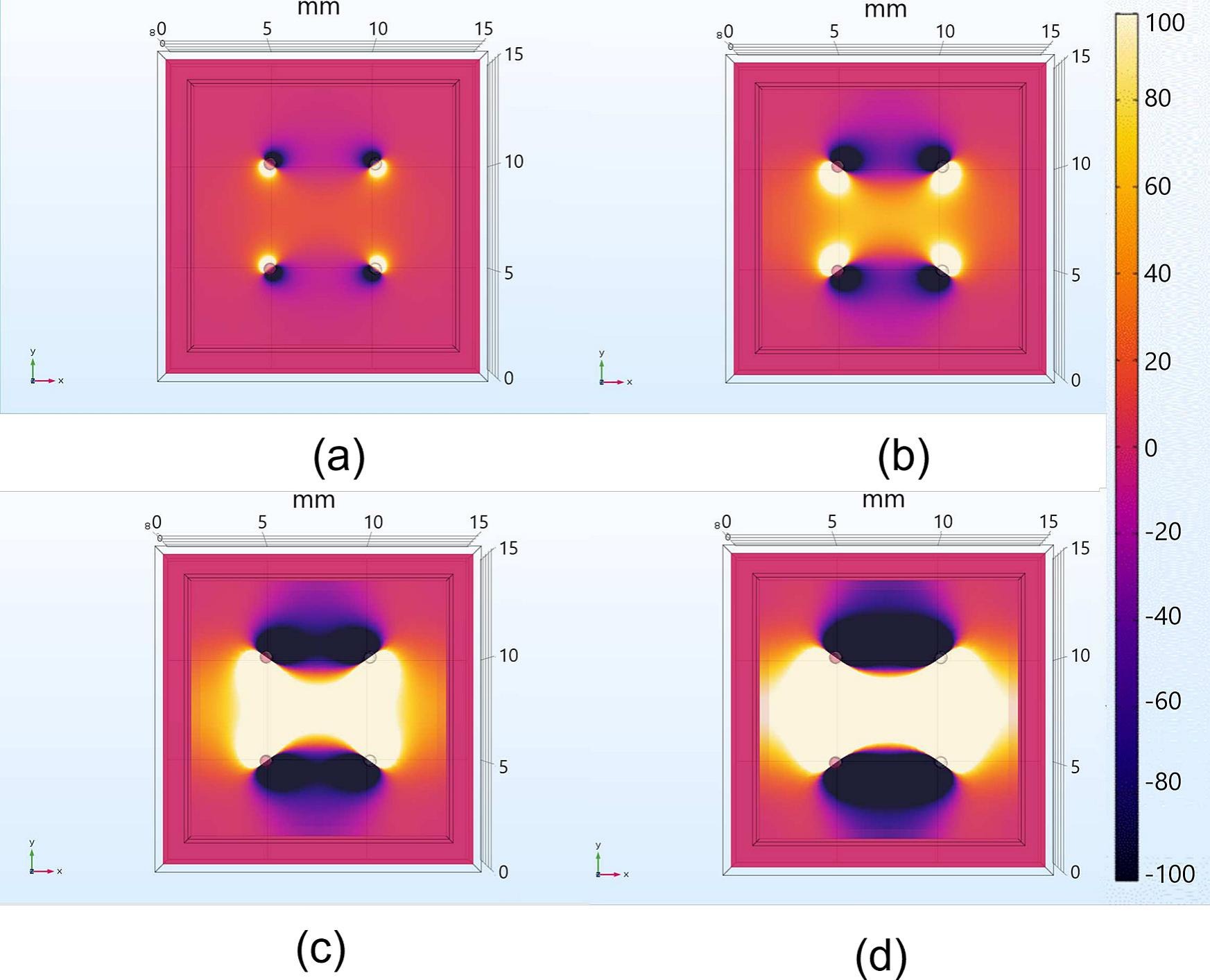
Figura 2. Plano XY de la sensibilidad de los electrodos con respecto a la concentración de glucosa. (a) 106 mg/dL. (b) 123 mg/dL. (c) 132 mg/dL. (d) 188 mg/dL.
Referencias
[1] R. Williams, S. Karuranga, B. Malanda, P. Saeedi, A. Basit, S. Besançon, C. Bommer, A. Esteghamati, K. Ogurtsova, P. Zhang, et al. Global and regional estimates and projections of diabetes-related health expenditure: results from the international diabetes federation diabetes atlas, Diabetes Res. Clin. Pract., 162 (2020), 108072
[2] B.G. Pedro, J.A. Gomez Sanchez, P. Bertemes-Filho, Analytical model for blood glucose detection using electrical impedance spectroscopy, Sensing and Bio-Sensing Research (2024), 100698.
- Detalles
- Categoría: Maple
- Visto: 1580
Si está creando e implementando aplicaciones, mire estos videos cortos que demuestran técnicas para crear rápidamente aplicaciones sofisticadas que incluyen elementos interactivos.
- Detalles
- Categoría: BIOVIA
- Visto: 1723

El mundo del calzado está experimentando una gran evolución. Los materiales compuestos avanzados están cambiando la forma en que diseñamos, fabricamos y experimentamos los zapatos. Para los científicos que trabajan en ciencia e ingeniería de materiales, es esencial comprender el potencial de estos materiales innovadores.
El auge de los materiales compuestos en el calzado
Los materiales compuestos combinan dos o más materiales distintos para crear un nuevo material con propiedades mejoradas. Estos materiales han ganado una gran atención en los últimos años por su potencial para transformar diversas industrias, incluida la del calzado. Al aprovechar las fortalezas de los diferentes componentes, los compuestos ofrecen una versatilidad y un rendimiento inigualables.
Beneficios de los materiales compuestos
Los materiales compuestos ofrecen numerosas ventajas sobre los materiales tradicionales. Son ligeros, duraderos y capaces de proporcionar una resistencia y flexibilidad superiores. Esto los hace ideales para aplicaciones donde el rendimiento y la comodidad son primordiales, como en el diseño de zapatos.
El uso de materiales compuestos en el calzado no es del todo nuevo. Los primeros ejemplos incluyen la integración del caucho y la lona en las zapatillas. Sin embargo, los recientes avances en la ciencia de los materiales han abierto nuevas posibilidades para crear materiales compuestos aún mejores.
Las aplicaciones potenciales de los materiales compuestos avanzados en el calzado son enormes, lo que ayuda a crear zapatos más cómodos y duraderos que se adaptan a actividades específicas.
Componentes clave de los compuestos avanzados
Comprender los componentes clave de los compuestos avanzados es crucial para los científicos que buscan innovar en este campo. Estos materiales suelen consistir en una matriz y un refuerzo, cada uno de los cuales desempeña un papel fundamental en el rendimiento general.
- Materiales de la matriz
La matriz es el material principal que mantiene unido el compuesto. Puede estar hecho de varias sustancias, incluidos polímeros, metales y cerámica. En el calzado, los polímeros se utilizan comúnmente debido a su naturaleza liviana y flexible.
- Materiales de refuerzo
Los materiales de refuerzo se incrustan dentro de la matriz para mejorar sus propiedades. Estos pueden incluir fibras, nanopartículas u otros materiales que brindan mayor resistencia, rigidez y durabilidad. Las fibras de carbono y el Kevlar son opciones populares en calzado de alto rendimiento.
- Efectos sinérgicos
La sinergia entre la matriz y los materiales de refuerzo es lo que distingue a los compuestos avanzados. Al seleccionar y combinar cuidadosamente estos componentes, los científicos pueden diseñar materiales con propiedades personalizadas para aplicaciones específicas.
Innovaciones en el diseño de materiales compuestos
El diseño de materiales compuestos para calzado es un área de investigación e innovación activas. Los científicos están explorando nuevas formas de optimizar estos materiales para obtener el máximo rendimiento y comodidad.
- Modelado computacional
El modelado computacional juega un papel crucial en el diseño de compuestos avanzados. Al simular el comportamiento de diferentes materiales en diversas condiciones, los investigadores pueden predecir cómo se desempeñarán en aplicaciones del mundo real. Esto permite un desarrollo de materiales más eficiente y eficaz.
- Técnicas experimentales
Junto con el modelado computacional, las técnicas experimentales son esenciales para validar y refinar los diseños de materiales compuestos. Técnicas como los ensayos mecánicos y la microscopía proporcionan información valiosa sobre la estructura y el rendimiento de los nuevos materiales.
- Optimización de materiales
La optimización es un aspecto clave del diseño de materiales compuestos. Al afinar la composición y los métodos de procesamiento, los científicos pueden crear materiales que cumplan con criterios de rendimiento específicos. Esto incluye la optimización de factores como el peso, la resistencia, la flexibilidad y la durabilidad.
Aplicaciones en Calzado
Las aplicaciones de materiales compuestos avanzados en el calzado son diversas y emocionantes. Estos materiales se pueden utilizar en varias partes de un zapato para mejorar su rendimiento y funcionalidad general.
La parte superior de un zapato es crucial para la comodidad y el soporte. Los compuestos avanzados pueden proporcionar materiales ligeros pero duraderos que ofrecen una excelente transpirabilidad y flexibilidad. Esto da como resultado zapatos que son cómodos de usar durante períodos prolongados.
Las entresuelas juegan un papel vital en la amortiguación y la absorción de impactos. Los materiales compuestos se pueden diseñar para proporcionar un retorno de energía óptimo y resistencia al impacto. Esto es particularmente importante para el calzado deportivo y de alto rendimiento.
Las suelas deben ser duraderas y flexibles para proporcionar tracción y estabilidad. Los compuestos avanzados pueden ofrecer una resistencia a la abrasión y un agarre superiores, lo que los hace ideales para diversas superficies y condiciones.
La sostenibilidad es una preocupación creciente en la industria del calzado. El desarrollo de materiales compuestos respetuosos con el medio ambiente es un área importante de investigación.
Los científicos están explorando compuestos biodegradables hechos de materiales naturales como fibras vegetales y biopolímeros. Estos materiales pueden reducir el impacto ambiental de la producción y eliminación de calzado.
El reciclaje y la reutilización de materiales compuestos también son cruciales para la sostenibilidad. El desarrollo de procesos para reciclar y reutilizar estos materiales de manera eficiente puede ayudar a minimizar el desperdicio y conservar los recursos.
El análisis del ciclo de vida es una herramienta valiosa para evaluar el impacto ambiental de los materiales compuestos. Al evaluar todo el ciclo de vida de un producto, desde la extracción de la materia prima hasta su eliminación, los científicos pueden identificar oportunidades para reducir su huella ecológica.
Los materiales compuestos avanzados tienen el potencial de revolucionar la industria del calzado. Al aprovechar las propiedades únicas de estos materiales, los científicos pueden crear zapatos más cómodos, duraderos y sostenibles. Si bien hay desafíos que superar, el futuro del calzado parece prometedor con innovación y colaboración continuas.
¿Listo para explorar las posibilidades de los compuestos avanzados en el calzado? Obtenga más información sobre BIOVIA Materials Studio, un software integral de modelado y simulación de materiales que puede ayudarlo a acelerar sus esfuerzos de investigación y desarrollo. Demos juntos el primer paso hacia el futuro del calzado
- Detalles
- Categoría: Minitab
- Visto: 1894

Nadie puede negar que el acero es fuerte y fiable. Es un material imprescindible para crear un producto duradero y resistente. Pero cuando el producto está hecho de un material tan resistente, se necesitan herramientas aún más potentes para fabricarlo, por no hablar de un buen control de los datos y de la información que éstos pueden proporcionar sobre cuándo es necesario reparar o sustituir las máquinas.
Consideremos una empresa de forja -la llamaremos Silver Dam International- en la que Bill, un ingeniero de procesos, está estudiando el rendimiento de una matriz y una fijación de forja para...
- aumentar la calidad del cigüeñal que forja; y
- reducir los costes para sus clientes
DETERMINAR LA LÍNEA DE BASE CON UN GRÁFICO DE CONTROL
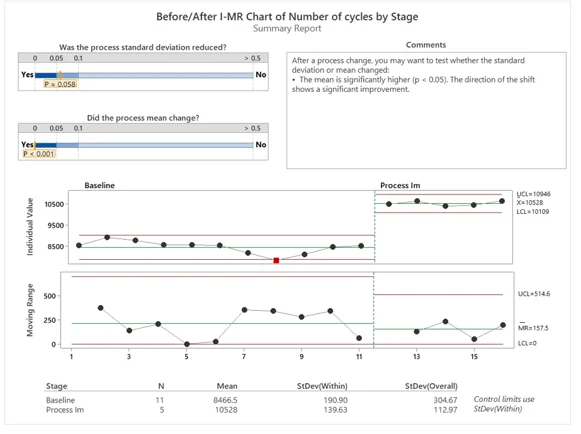
Para empezar, Bill hace que su equipo trace el número medio de ciclos en un gráfico de control en Minitab para determinar una línea de base:
PLANIFICANDO EL PROCESO
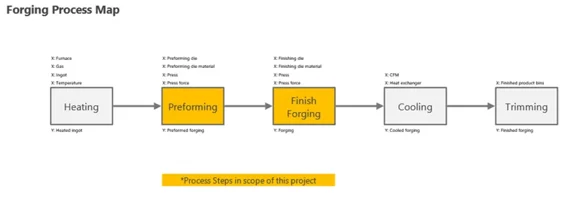
Una vez establecida la línea de base, pueden crear un mapa del proceso en Minitab Workspace para identificar los principales pasos del proceso, entradas y salidas que iluminan las oportunidades de mejora.
LLUVIA DE IDEAS CAUSA-EFECTO
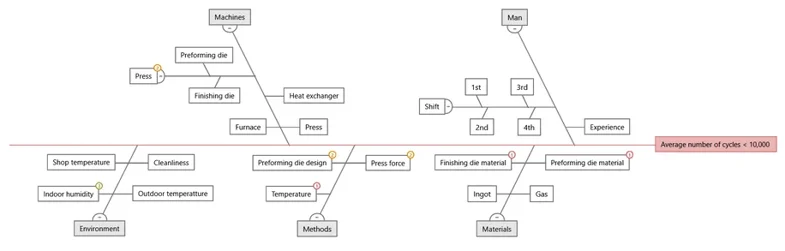
A continuación, el equipo puede elaborar un sencillo diagrama de causa y efecto (también conocido como "espina de pescado") para realizar una lluvia de ideas sobre las posibles causas del error:
POR ÚLTIMO, UN AMFE Y UN PLAN DE CONTROL PARA AYUDAR A TRAZAR EL CAMINO DE LAS MEJORAS
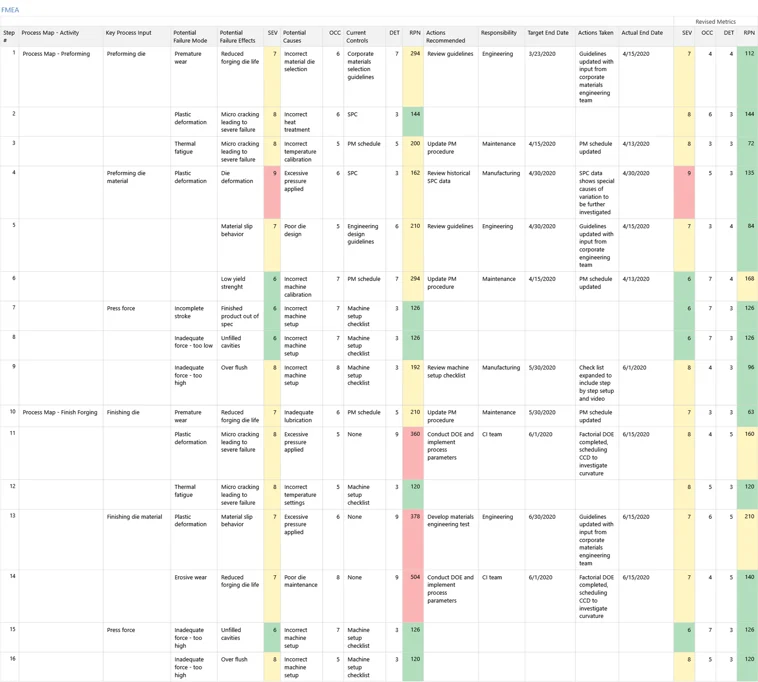
Bill y el equipo completan un Análisis Modal de Fallos y Efectos (AMFE) en Workspace para evaluar el riesgo e identificar oportunidades de mitigación. Ya han documentado los límites de las especificaciones, la frecuencia de las inspecciones y los planes de contingencia en un Plan de Control para garantizar que las mejoras del proceso perduren.
VISUALIZARLO TODO
La matriz de forja es la herramienta que tiene que ser lo suficientemente fuerte para que el metal sea forzado a tomar su forma sin deformarse ni romperse, pero se necesitan diferentes tipos de herramientas y fuerza a la hora de hacer una evaluación exhaustiva de un proceso con tantas variables: el análisis de datos y el software del proyecto.
Bill y el equipo de Silver Dam International utilizaron diversas herramientas de resolución de problemas para visualizar de forma exhaustiva los factores críticos que afectan al proceso de forja. El equipo descubre las métricas de referencia y las oportunidades para mejorar el proceso con los datos que recopilaron y analizaron en Minitab, que pueden importar fácilmente con el botón derecho del ratón a Minitab Workspace. A partir de ahí, visualizan el proceso en un mapa de procesos, realizan una lluvia de ideas de causa y efecto con un diagrama de espina de pescado y un plan general sobre cómo eliminar los residuos y abordar las entradas más críticas del proceso con sus documentos FMEA y Plan de control.
Es útil trabajar con un conjunto de herramientas que se complementan entre sí y tienen un propósito común para ayudarle a alcanzar su visión del éxito.
Gracias al Arquitecto de Soluciones Minitab, Antonio Vargas, por la investigación y el apoyo técnico en este caso de uso.
- Detalles
- Categoría: Comsol
- Visto: 1630
Introducción y objetivos
Los generadores termoeléctricos (TEG) ofrecen una solución tecnológica prometedora para la recuperación de calor residual [1]. Los TEG convierten el calor directamente en electricidad mediante el efecto Seebeck, lo que los hace atractivos para recuperar energía de procesos industriales.
En el artículo titulado “Thermoelectric generator efficiency: An experimental and computational approach to analysing thermoelectric generator performance” [2] realizado por los investigadores Q. Doraghi y H. Jouhara y publicado en la revista “Thermal Science and Engineering Progress” de la editorial Elsevier, se estudia esta tecnología de generador experimentalmente y mediante la modelización tridimensional (Figura 1 (a)) y simulación numérica utilizando COMSOL Multiphysics®.
Resultados y conclusiones
El estudio incluyó el análisis de la distribución de temperatura, potencial eléctrico, salida de potencia y eficiencia bajo diferentes gradientes térmicos, logrando validar los modelos computacionales con datos experimentales. Las simulaciones y los experimentos mostraron que el potencial eléctrico aumenta conforme se incrementa la diferencia de temperatura. La Figura 1 (b) muestra la distribución de potencial eléctrico, correspondientes a una temperatura de operación de 75ºC, obtenida a partir de las simulaciones numéricas llevadas a cabo con COMSOL Multiphysics®. Asimismo, se encontraron mejoras en la eficiencia con el aumento del gradiente térmico, aunque a temperaturas superiores a 70ºC se observó una leve disminución, lo que sugiere posibles límites operativos del sistema.
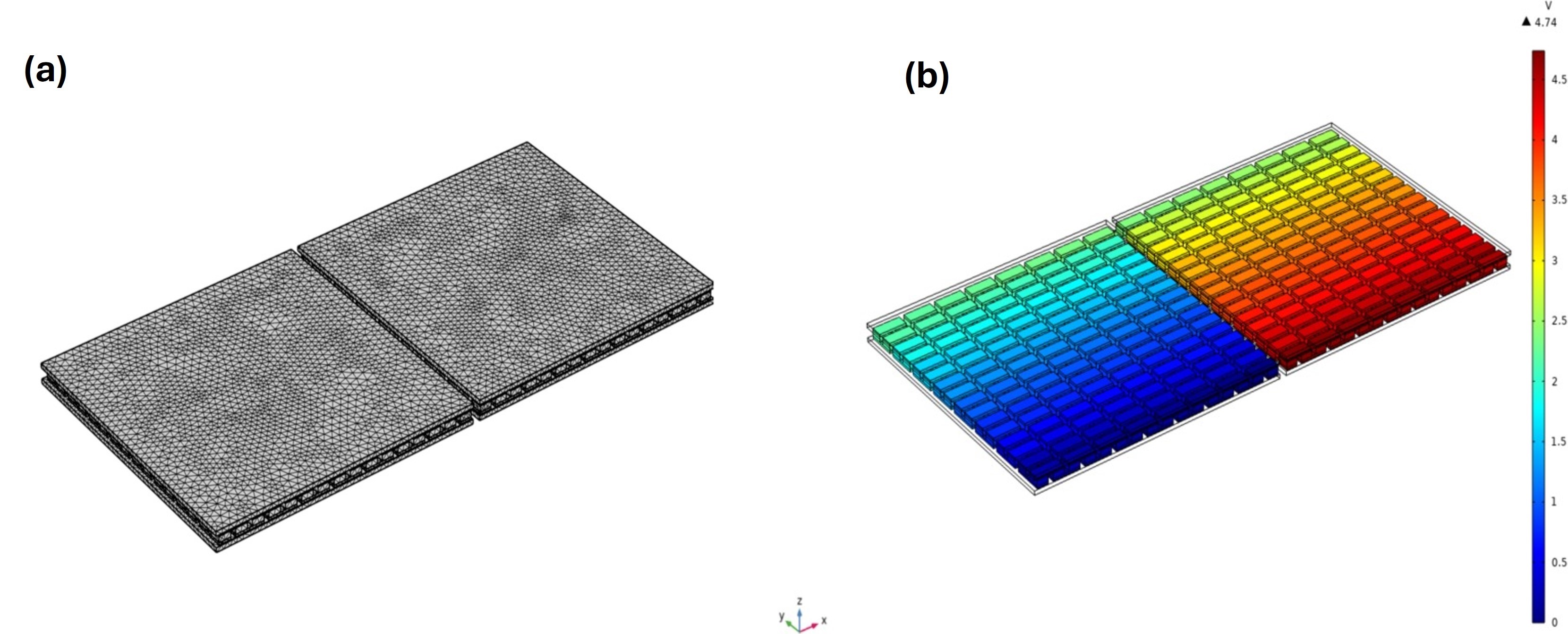
Figura 1. Modelo de TEG desarrollado en COMSOL Multiphysics por los autores Doraghi y H. Jouhara [2]. (a) Vista del modelo tridimensional y malla tetraédrica. (b) Distribución del potencial eléctrico obtenida en las simulaciones cuando el generador termoeléctrico funciona a una temperatura de 75ºC.
Este trabajo muestra que COMSOL Multiphysics® es una excelente herramienta para comprender y analizar en profundidad el fenómeno termoeléctrico. De este modo se promueve y acelera el desarrollo de tecnologías que permitan el aprovechamiento de fuentes de energía térmica residual y, por tanto, que contribuyen a los objetivos de desarrollo sostenible relacionados con la energía y medio ambiente.
Referencias
[1] J. He, K. Li, L. Jia, Y. Zhu, H. Zhang, J. Linghu, Advances in the applications of thermoelectric generators, Applied Thermal Engineering (2024), 10, 121813.
[2] Q. Doraghi y H. Jouhara, Thermoelectric generator efficiency: An experimental and computational approach to analysing thermoelectric generator performance (2024) 55, 102884.
- Detalles
- Categoría: Signals ChemDraw
- Visto: 2250
Desbloqueo de capacidades avanzadas: el siguiente paso para su laboratorio
Cuando ChemDraw se introdujo por primera vez en los laboratorios de química a principios de la década de 1980, revolucionó la forma en que los investigadores abordaban la visualización molecular y la gestión de datos estructurales. Este innovador software permitió a los científicos crear fácilmente estructuras químicas 2D y generar la nomenclatura correspondiente, lo que agilizó los procesos que antes consumían mucho tiempo y eran propensos a errores.
Durante las últimas cuatro décadas, ChemDraw ha evolucionado junto con el campo de la química, adaptándose continuamente para satisfacer las necesidades cambiantes de los investigadores. Durante este tiempo, el panorama de la investigación científica se ha transformado drásticamente. Hemos visto:
- Aumento de la complejidad en los procesos de desarrollo de fármacos
- Un énfasis creciente en la colaboración interdisciplinaria
- Rápidos avances en biotecnología y química computacional
- La globalización de los esfuerzos de investigación
Estos cambios han creado nuevos desafíos para los científicos, particularmente en las áreas de gestión de datos, comunicación en equipo y seguridad de la información. Si bien ChemDraw se ha mantenido como un elemento básico en muchos laboratorios, las herramientas que utilizan los investigadores deben seguir el ritmo de los flujos de trabajo modernos que dependen cada vez más del aprendizaje automático, la inteligencia artificial y la colaboración basada en la nube.
Entra en ChemDraw+
La iteración de próxima generación de este software icónico. Sobre la base sólida establecida hace 40 años, ChemDraw+ tiene como objetivo abordar las necesidades cambiantes de los químicos de hoy en día, al tiempo que preserva el diseño intuitivo que hizo que su predecesor fuera tan indispensable.
A través de su licencia Revvity Signals ChemDraw, puede acceder a la próxima generación de capacidades de dibujo químico con la nueva aplicación web nativa en la nube, ChemDraw+.
No es solo una actualización; Es un cambio de juego, diseñado para las necesidades actuales.
ChemDraw+ lleva el dibujo químico más allá de las limitaciones de su escritorio a la nube segura de Revvity Signals. Su trabajo confidencial ahora es más seguro y fácil de acceder, compartir y comunicar. Reduce el tiempo dedicado a encontrar estructuras, recopilar datos manualmente en informes, crear PowerPoint y tareas administrativas de bajo valor, lo que le permite dedicarse más a la ciencia que ama: la química real y la investigación.
Ya está, ¿verdad?
Aclaremos lo que el "Plus" hace por ti:
Con ChemDraw+ tienes:
- Capacidades básicas de edición y dibujo en línea.
- La ventaja de las actualizaciones constantes de funciones.
- Mejora del acceso y la conectividad en la nube.
- Comunicación simplificada de conceptos químicos complejos.
Los cambios agilizan los flujos de trabajo y proporcionan una mayor claridad de los conceptos, encarnando realmente la noción de que una imagen vale más que mil palabras.
Este software centralizado basado en la web permite a los químicos crear, cargar, refinar, organizar y compartir dibujos y estructuras químicas, todo desde una interfaz intuitiva. Es la evolución de la innovación a su alcance.
¿Interesado? Preséntate a ChemDraw+.
Cómo unirse a la revolución (¡si aún no lo ha hecho!)
Si te preocupa tu capacidad de dibujo, puedes detenerte ahora. No tienes que ser un artista para dibujar una molécula. Con ChemDraw+ puedes crear obras maestras químicas para comunicar tus ideas. Sus obras maestras se guardarán automáticamente en la nube, lo que garantiza que sean seguras y fácilmente accesibles. Ya no tendrás que buscar en las profundidades de tu escritorio un dibujo perdido en un cementerio de carpetas.
Con la conectividad en la nube, tiene la facilidad de acceder a su trabajo desde cualquier navegador web, en cualquier lugar, lo que brinda la flexibilidad de trabajar donde y cuando desee. Las funciones de colaboración mejoradas ayudan a la capacidad de su equipo para trabajar como una unidad, compartiendo y reutilizando dibujos en varias aplicaciones de Revvity Signals.
¿Quieres más información? ¡Pregúntanos!
- Detalles
- Categoría: Comsol
- Visto: 1769
La Escuela de Modelado Multifísico (Multiphysics Modelling School, MMS) ha ampliado el plazo de inscripción en sus programas de máster en simulación multifisica con COMSOL Multiphysics hasta el próximo 28 de septiembre.
Estos programas brindan una formación integral en simulación numérica aplicada y optimización. Además, capacitan al alumno en el uso de COMSOL Multiphysics, cubriendo aspectos teóricos y prácticos. Los másteres representan una oportunidad excepcional para adquirir conocimientos sobre esta herramienta ampliamente utilizada en el ámbito profesional.
Esta formación conecta directamente con la actualidad de la Ciencia e Ingeniería, a la vez que aporta un valor único al currículum académico de cualquier ingeniero o científico.
Los cursos se impartirán online desde octubre de 2024 hasta junio de 2025 con cuatro especializaciones diferentes a elegir:
- Electromagnetismo y Óptica
- Mecánica Estructural y Acústica
- Dinámica de Fluidos y Transferencia de Calor
- Ingeniería Química y Electroquímica