- Detalles
- Categoría: Comsol
- Visto: 2469
Introducción/objetivos
El estudio titulado “Analysis of fluid-structure interaction in the transfer of heat through natural convection within a L-shaped wavy enclosure featuring a movable baffle” y publicado recientemente en la revista Journal of Engineering Research (Elsevier), utilizando COMSOL Multiphysics®, es un excelente ejemplo del acoplamiento multifísico basado en transferencia de calor por convección natural e interacción fluido-estructura. Para ello, el autor se centra en una cavidad ondulada en forma de “L” que incorpora una barrera flexible tal y como se muestra en la Figura 1 (a).
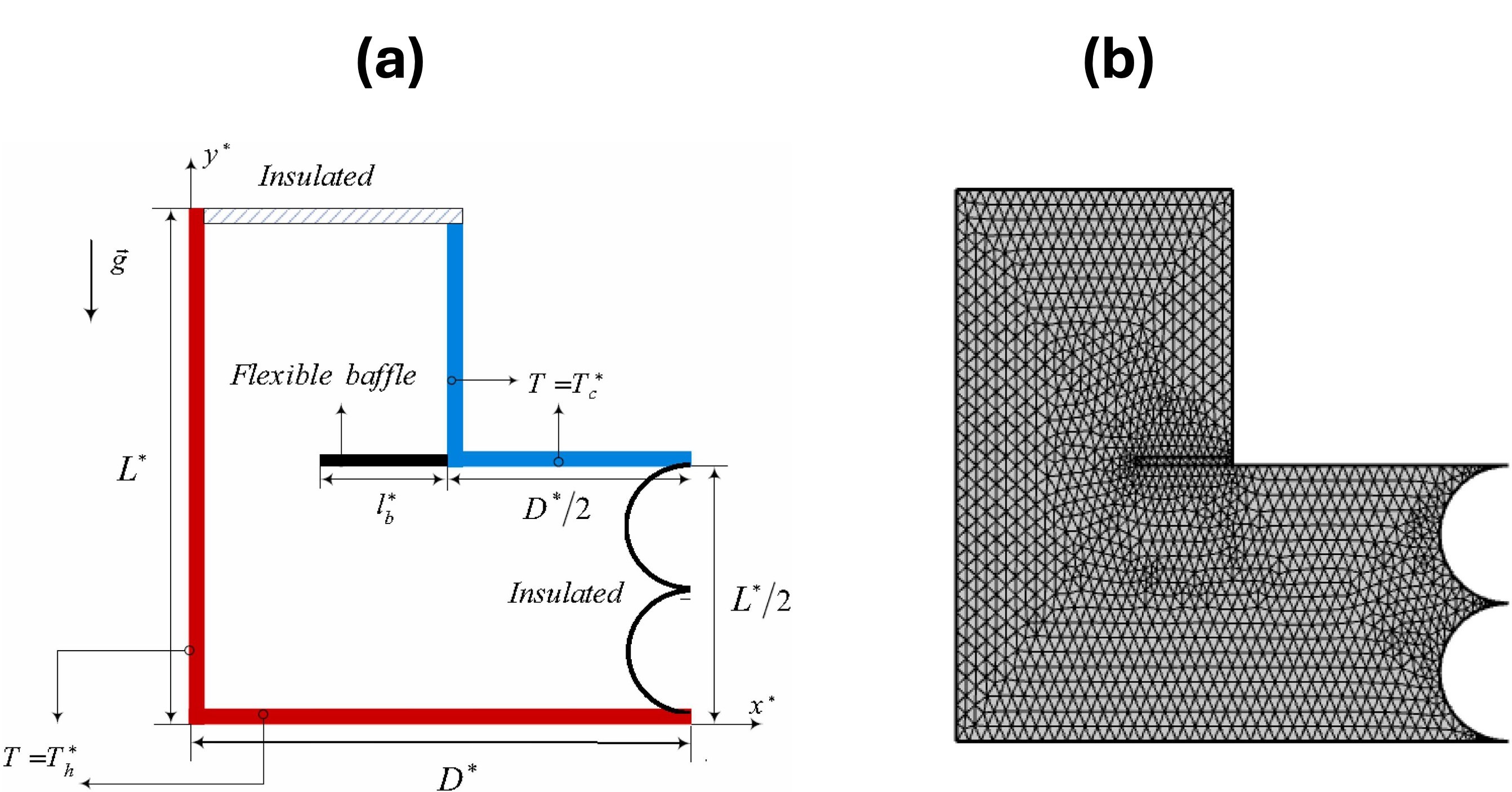
Figura 1. (a) Geometría modelizada en COMSOL Multiphysics®. (b) Mallado.
Modelado/simulación
La Figura 1 (b) muestra la malla utilizada. El movimiento del deflector móvil se produce dentro del fluido contenido en el recinto ondulado en forma de L, lo que fuerza a que la malla se ajuste dinámicamente [2] en función del movimiento del deflector. Se empleó la técnica ALE (lagrangiana-euleriana arbitraria) [3], eficaz para gestionar escenarios de flexión estructural y movimiento acoplados de fluidos.
La velocidad con la que se mueve la malla se calculó utilizando la ecuación de Laplace. Dicha ecuación actuó como una ecuación en derivadas parciales (EDP) para suavizar los valores en los bordes en relación con el desplazamiento de la malla. Se aplicaron condiciones de contorno de tipo Dirichlet, prescribiendo valores nulos en las paredes inmóviles y valores de desplazamiento en la interfaz entre el fluido y la estructura (específicamente, en las paredes de la aleta flexible). El avance temporal se realizó mediante una fórmula de diferenciación hacia atrás (Backward Differentiation Formula, BDF). El solucionador PARDISO, que emplea el método de Newton con un factor de amortiguamiento de 0.8, se utilizó para resolver progresivamente las ecuaciones restantes
Resultados/conclusiones
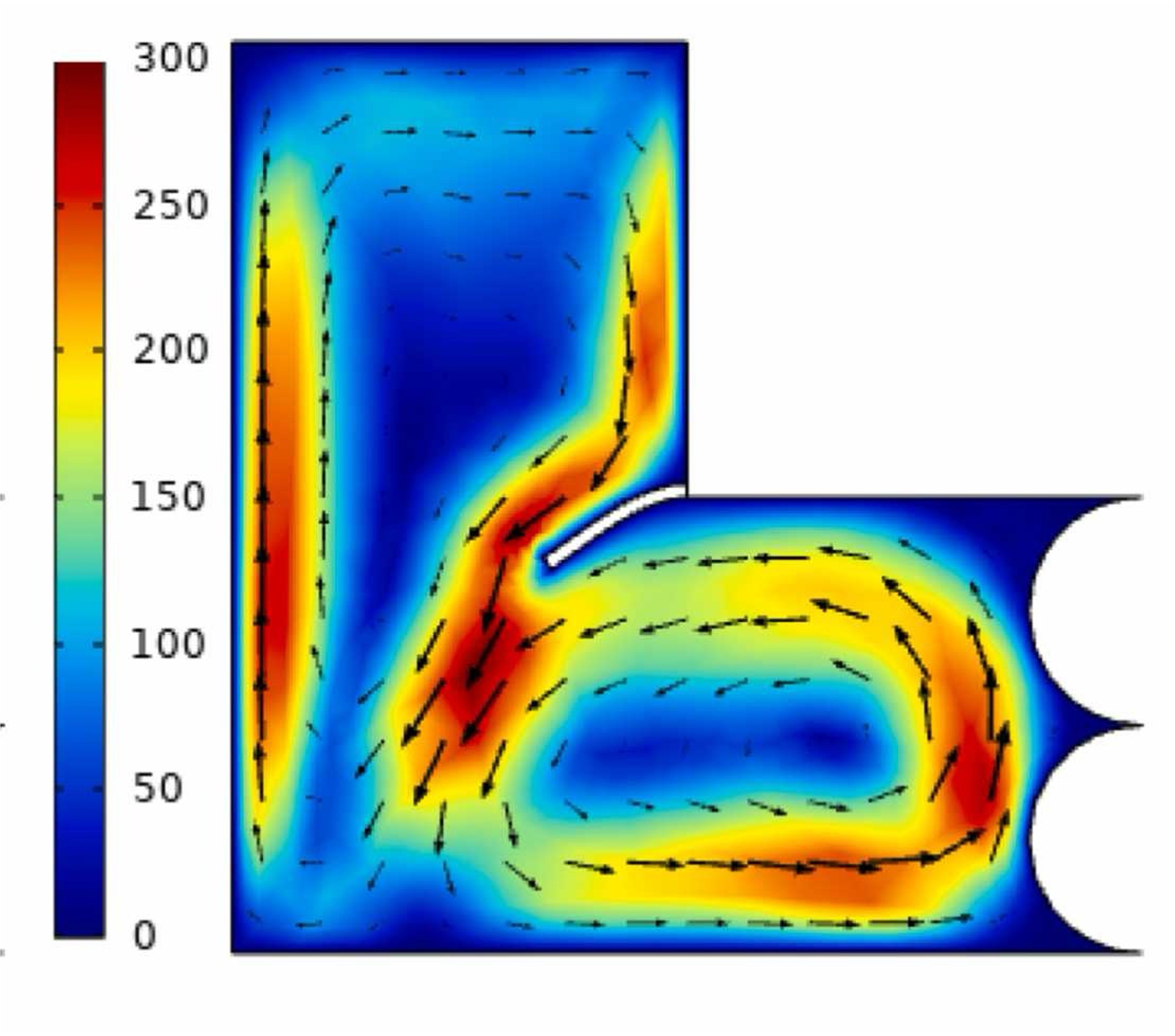
Los resultados de las simulaciones numéricas llevadas a cabo en COMSOL Multiphysics® mostraron que, como se muestra en la Figura 2, al aumentar el número de Rayleigh se intensifican las corrientes convectivas y se generan zonas de recirculación más pronunciadas, especialmente debajo de la barrera. Para valores de Raleigh por encima de 10⁶, la barrera sufre una gran deformación que altera los patrones de flujo y mejora la transferencia térmica.
Por otra parte, bajos valores del módulo de elasticidad permiten mayor flexión de la barrera, lo que modifica los caminos del flujo y crea nuevas zonas de recirculación. A medida que aumenta el módulo de elasticidad, la barrera permanece más rígida, limitando su impacto sobre el comportamiento del fluido.

Figura 2. La evolución de los cambios en las líneas de corriente (a la izquierda), la distribución de temperatura (en el centro) y las superficies de velocidad (a la derecha) para diferentes valores del número de Rayleigh, manteniendo constantes
En cuanto al problema térmico, las líneas isotermas reflejan la evolución del flujo: en presencia de una barrera deformada, el perfil de temperatura se vuelve más disperso, favoreciendo una mayor mezcla térmica y mejor eficiencia en la transferencia de calor.
En conclusión, este trabajo demuestra que COMSOL Multiphysics® es una herramienta potente para simular fenómenos acoplados de transferencia de calor, mecánica de fluidos y mecánica estructural. La capacidad de este programa abordar problemas que involucran mallas dinámicas e interacción fluido-estructura es clave para abordar este tipo de problemas.
Referencias
[1] NH. Alrasheedi, Analysis of fluid-structure interaction in the transfer of heat through natural convection within a L-shaped wavy enclosure featuring a movable baffle, Journal of Engineering Research 2024.
[2] COMSOL Multiphysics® 2025, Deformed Mesh Fundamentals. https://doc.comsol.com/5.5/doc/com.comsol.help.comsol/comsol_ref_deformedmeshes.25.02.html
[3] COMSOL Multiphysics® 2025, Arbitrary Lagrangian-Eulerian Formulation (ALE). https://doc.comsol.com/5.5/doc/com.comsol.help.comsol/comsol_ref_deformedmeshes.25.04.html
- Detalles
- Categoría: Signals Notebook
- Visto: 2189

Desafíos en la Gestión de Datos e Inventarios
Antes de adoptar Signals Notebook, Merck Electronics operaba en un entorno fragmentado. Los datos experimentales se almacenaban en múltiples plataformas, desde computadoras locales hasta aplicaciones heredadas y hojas de cálculo. La gestión de inventarios, incluyendo el seguimiento de sustancias químicas reguladas, carecía de uniformidad, y las hojas de datos de seguridad (SDS) se manejaban principalmente en formato impreso. Esta dispersión dificultaba la colaboración, aumentaba el riesgo de errores y comprometía la seguridad en el laboratorio.
Implementación de Signals Notebook: Un Enfoque Estratégico
Reconociendo la necesidad de un sistema unificado, Merck Electronics seleccionó Signals Notebook como su plataforma central para la gestión de datos e inventarios. La implementación se llevó a cabo en dos fases:
- Piloto Inicial: Se identificaron sitios clave y usuarios representativos para evaluar la integración del sistema en el ecosistema existente. Esta fase permitió recopilar retroalimentación valiosa y realizar ajustes necesarios.
- Expansión y Personalización: Basándose en los resultados del piloto, se amplió la implementación a nivel global. Se colaboró estrechamente con el equipo de Revvity Signals para personalizar la plataforma, y el equipo interno de Merck desarrolló soluciones específicas utilizando Python, adaptando Signals Notebook a las necesidades particulares de la organización.
Beneficios Tangibles y Resultados
La adopción de Signals Notebook ha generado múltiples beneficios para Merck Electronics:
- Centralización de Datos: Todos los datos experimentales e inventarios se consolidaron en una única plataforma, facilitando el acceso y la gestión.

- Mejora en la Colaboración: La plataforma integrada ha fomentado una mayor colaboración entre equipos, al permitir compartir información de manera eficiente.

- Incremento en la Seguridad: El acceso directo a información sobre toxicidad y riesgos dentro de los experimentos ha fortalecido las prácticas de seguridad en el laboratorio.

- Eficiencia Operativa: La gestión de inventarios integrada en los flujos de trabajo experimentales ha optimizado los procesos, reduciendo redundancias y mejorando la precisión en el seguimiento de materiales.

Actualmente, con 550 usuarios activos y más de 67,000 experimentos registrados en Signals Notebook, Merck Electronics ha logrado transformar su enfoque hacia la I+D, estableciendo un modelo de eficiencia y seguridad en la gestión de datos e inventarios.
La transformación digital emprendida por Merck Electronics con Signals Notebook no solo ha optimizado su gestión científica, sino que también ha sentado las bases para una cultura de innovación más colaborativa, segura y orientada a resultados. Esta implementación ejemplar demuestra cómo la integración de herramientas digitales inteligentes puede convertir los desafíos operativos en oportunidades estratégicas, posicionando a la organización a la vanguardia de la investigación y el desarrollo en la industria electrónica.
- Detalles
- Categoría: Minitab
- Visto: 2786

Por Joshua Zable.
En la fabricación y el control de calidad, es fundamental garantizar que los productos cumplan con las especificaciones. Si los productos no cumplen con las especificaciones, se generan residuos que terminan en desechos o reprocesamiento. Precisamente por eso, Minitab adquirió Prolink: para ayudar a fabricantes de todo el mundo a medir y rastrear automáticamente las piezas que cumplen y no cumplen con las especificaciones.
¿Es suficiente saber que tu producto cumple con las especificaciones? ¡Lee este artículo para descubrirlo!
Definamos qué significa cumplir con las especificaciones: es el estándar mínimo.
Cuando un producto cumple con las especificaciones, significa que sus características medidas (como dimensiones, peso o rendimiento) se encuentran dentro de los límites establecidos por las normas de diseño o regulatorias. En la práctica, esto significa que los clientes reciben productos que cumplen con los requisitos legales y funcionales.
Naturalmente, esto es crucial para los productos que se están midiendo. Pero ¿qué ocurre con los que se fabrican actualmente en la línea de producción? ¿Un buen lote tras la inspección final significa que el proceso de fabricación cumple con las especificaciones?
La respuesta es un rotundo no. Ahí es donde entra en juego el análisis de capacidades.
Capacidad del proceso: ¿Puede el proceso actual producir productos que cumplan con las especificaciones?
El análisis de capacidad permite determinar si un proceso es capaz de producir resultados que cumplan con los requisitos del cliente, cuando el proceso está bajo control estadístico. Existen diferentes tipos de evaluaciones de capacidad que analizan diferentes medidas de la capacidad del proceso (una de las muchas razones por las que el Análisis de Capacidad de Minitab es tan popular). Y lo más importante, el análisis de capacidad indica si su proceso, actualmente, probablemente producirá productos que cumplan con las especificaciones.
¿Y qué pasa mañana? ¿O en el futuro? ¿Me cubre la capacidad? De nuevo, la respuesta es no. Por eso también necesitas saber si tu proceso es estable.
Estabilidad del proceso: ¿Puede el proceso actual producir de manera consistente y predecible productos que cumplan con las especificaciones a lo largo del tiempo?
Un proceso estable es aquel en el que la variación es consistente y predecible a lo largo del tiempo, sin saltos, cambios ni tendencias inesperados (p. ej., causas especiales). La estabilidad se determina mediante gráficos de Control Estadístico de Procesos (CEP), que identifican cuándo un proceso está bajo control o cuándo se requieren medidas correctivas. ¿Por qué es importante? Porque un proceso estable garantiza la consistencia a largo plazo y ayuda a prevenir defectos antes de que ocurran.
Para maximizar la calidad, comprenda de forma proactiva si su proceso es capaz y estable
Obviamente, las piezas deben medirse antes de su envío para validar que cumplan con las especificaciones. Aplicar análisis estadístico para comprender la capacidad y estabilidad del proceso es igualmente crucial para garantizar el control de calidad. Esto tiene la ventaja adicional de ayudar a prevenir la producción de defectos, lo que se traduce en un posible ahorro en costos de material. Con la tecnología actual, los análisis de capacidad y estabilidad se pueden realizar en tiempo real, lo que reduce significativamente el riesgo de defectos. Al aplicar este conjunto de técnicas a su proceso de fabricación, no solo entregará productos de mejor calidad, sino que también reducirá costos y aumentará sus ganancias.
- Detalles
- Categoría: Comsol
- Visto: 2032
¿Buscas mejorar tus habilidades de modelización y simulación en COMSOL Multiphysics®? Entonces, ¡atento a este post!
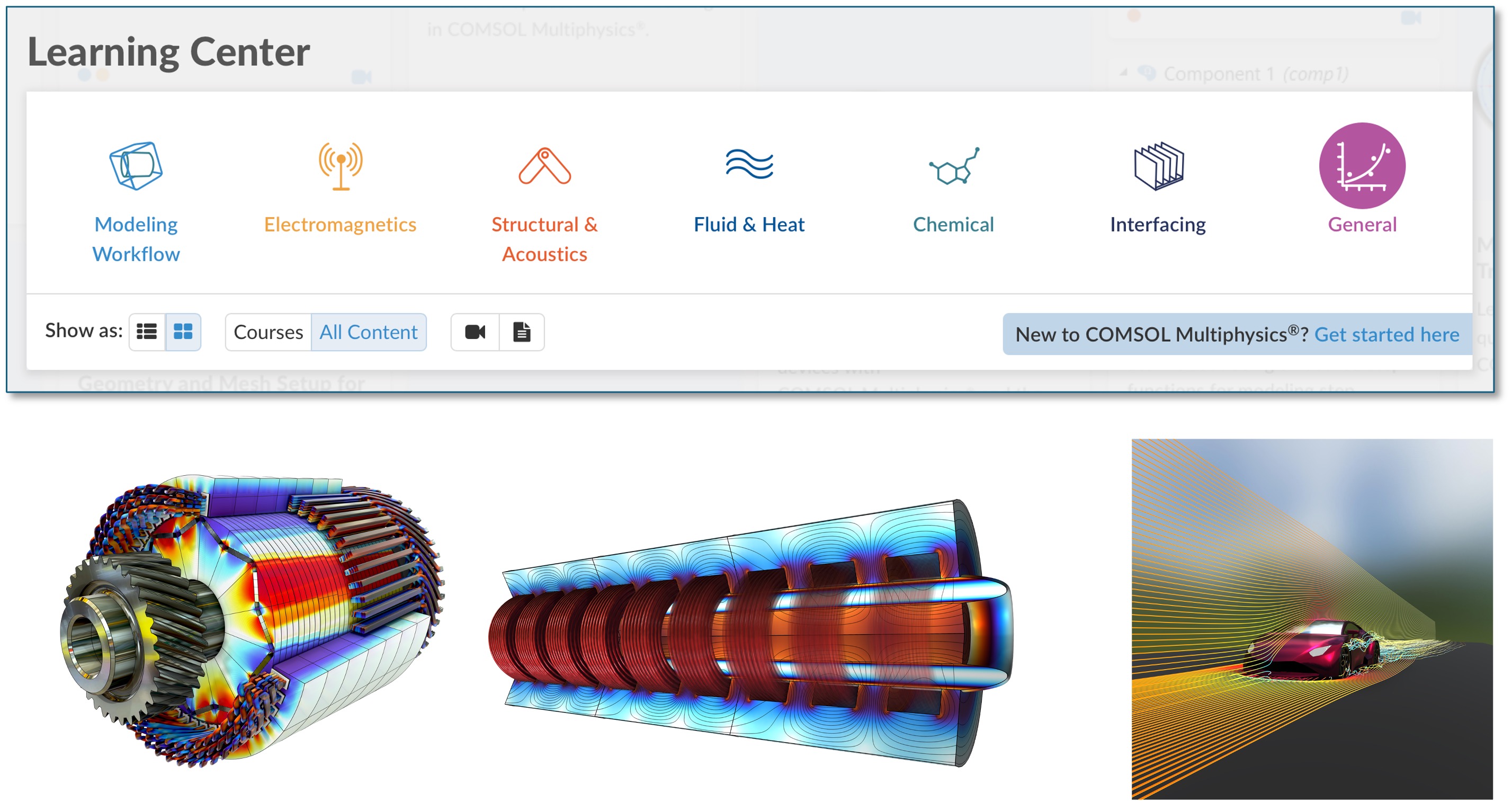
El Learning Center de COMSOL Multiphysics® [1] ofrece un entorno de aprendizaje con infinidad de posibilidades a aquellos usuarios que buscar iniciarse o mejorar sus capacidades en el uso del programa. El contenido se presenta dividido del siguiente modo (Figura 1):
- Modeling worflow (Geometry, Materials, Mesh, etc.)
- Electromagnetics
- Structural and Acoustics
- Fluid and Heat
- Chemical
- Interfacing (e.g., CAD import, LiveLinkTM)
- General (API, Equation-based modeling, surrogate models, etc.)
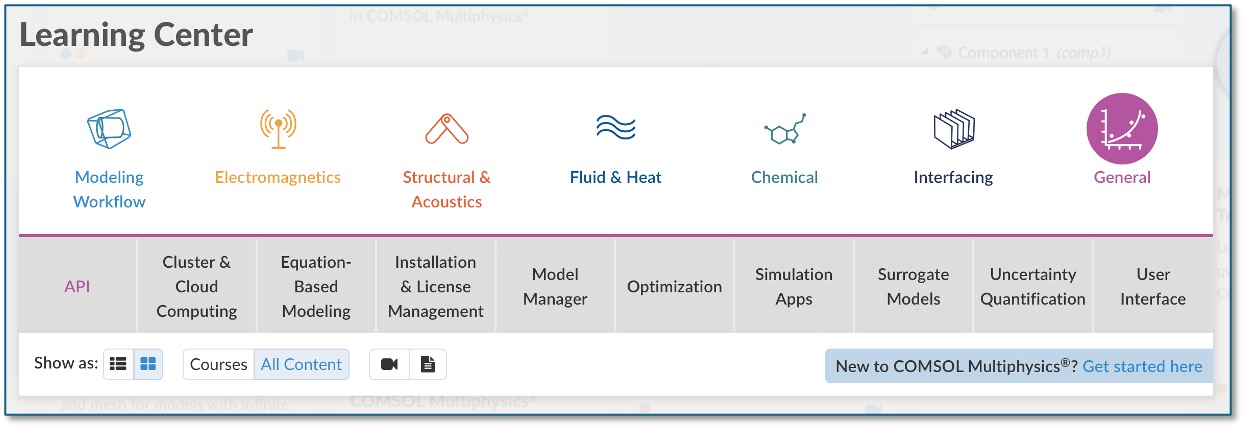
Figura 1. Lista de contenidos generales en el “Learning Center” de COMSOL Multiphysics®.
Recientemente se han añadido cinco nuevos cursos al “Learning Center” de COMSOL Multiphysics®, en los que los usuarios podrán aprender, al ritmo que deseen, sobre los siguientes temas:
- Curso sobre cuantificación de incertidumbres [2], basado en el add-on Uncertainty Quantification Module de COMSOL Multiphysics®.
- Curso sobre Introducción a la modelización subrogada [3] y sobre teoría de estos modelos subrogados (Figura 2) [4], en el que aprenderás a trabajar con modelos más simples, compactos y de menor coste computacional, representativo de modelos originales en elementos finitos detallados que requieren un elevado tiempo de simulación.
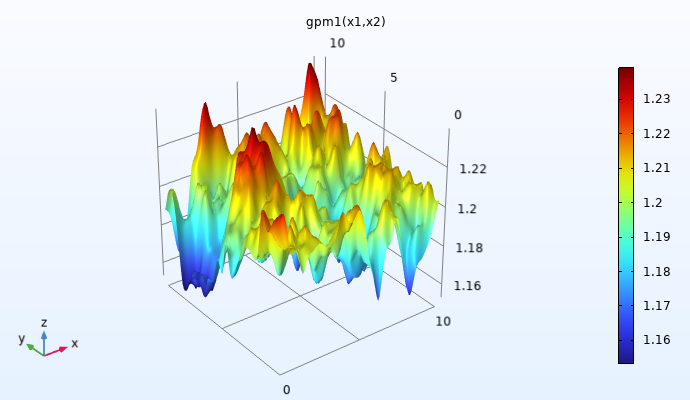
Figura 2. Representación gráfica de un modelo subrogado (proceso Gaussiano) creado a partir de datos experimentales en COMSOL Multiphysics®. - Curso sobre Modelización de motores eléctricos [5], en el que se examinan varios ejemplos de modelización de motores en COMSOL Multiphysics® como el que se muestra en la Figura 3.
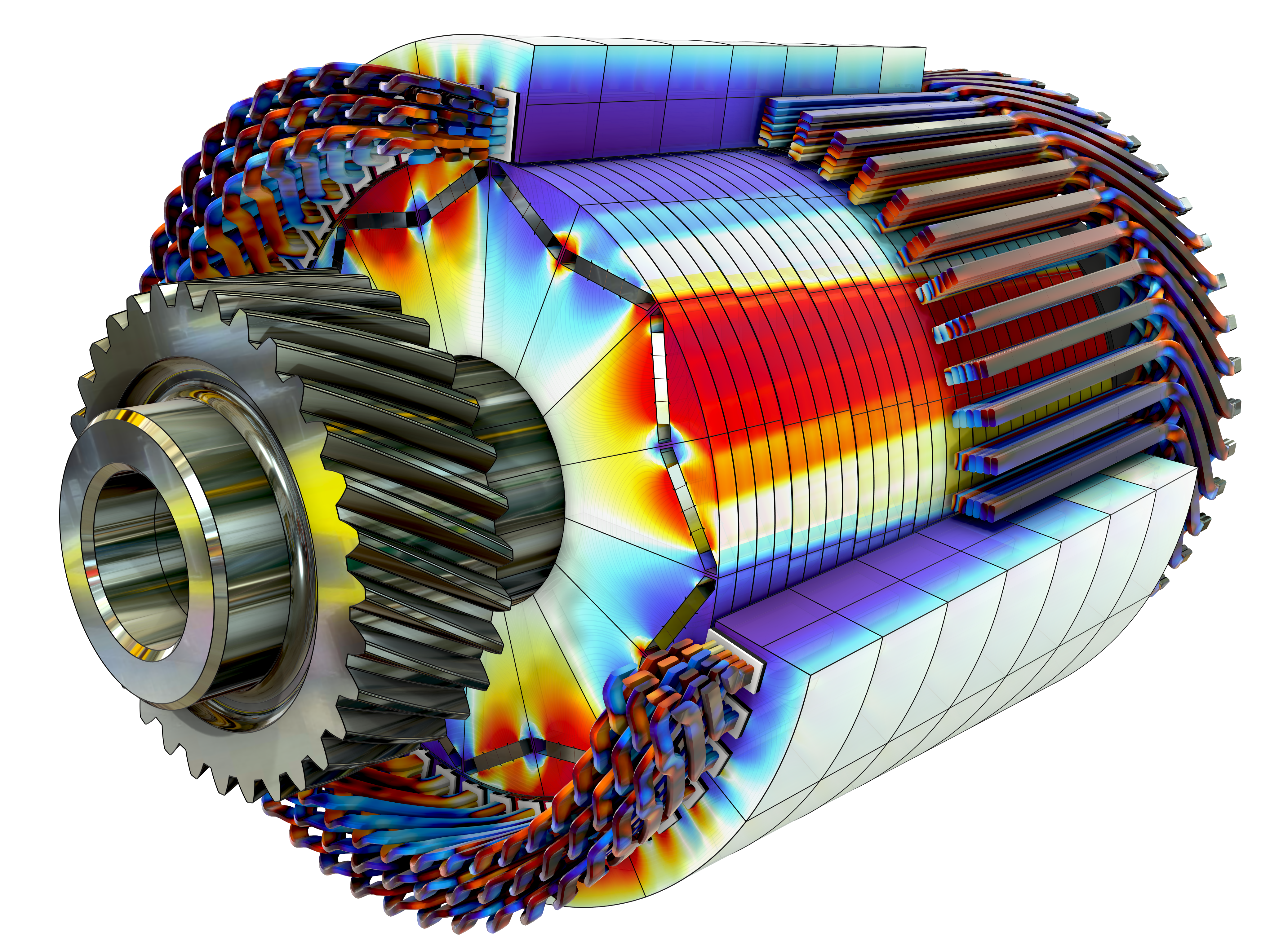
Figura 3. Un modelo 3D de un motor en COMSOL Multiphysics®. - Curso sobre modelización de flujo magnetohidrodinámico [6] a través de una serie de ejemplos como la bomba magnetohidrodinámica de litio líquido que se muestra en la Figura 4.
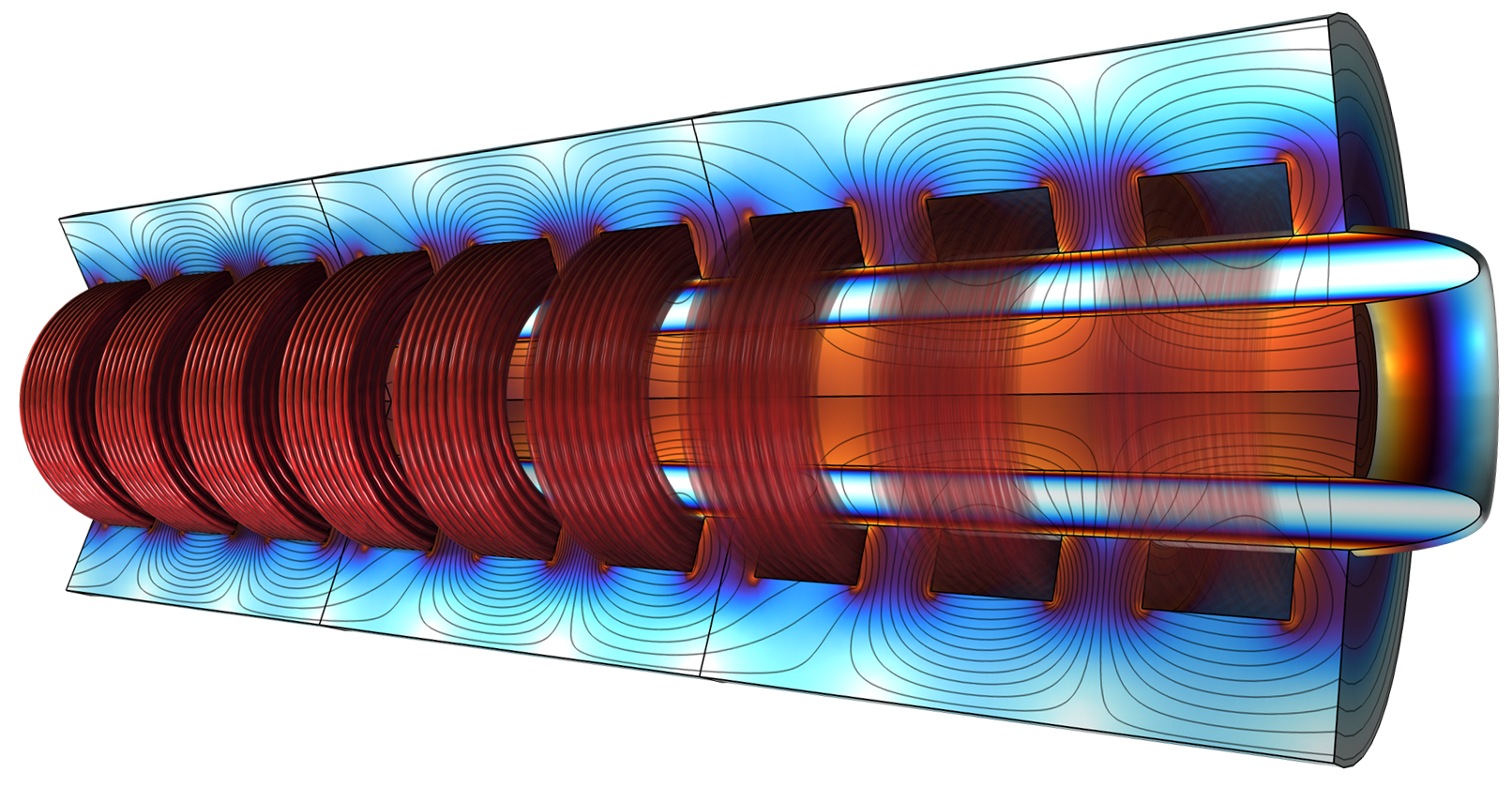
Figura 4. Modelo de bomba magnetotérmica de litio líquido en COMSOL Multiphysics®. - Curso sobre técnicas para crear visualizaciones de alta calidad [7], que te permitirá aprender trucos y técnicas para crear gráficos de una extrema calidad como el que se muestra en la Figura 5.
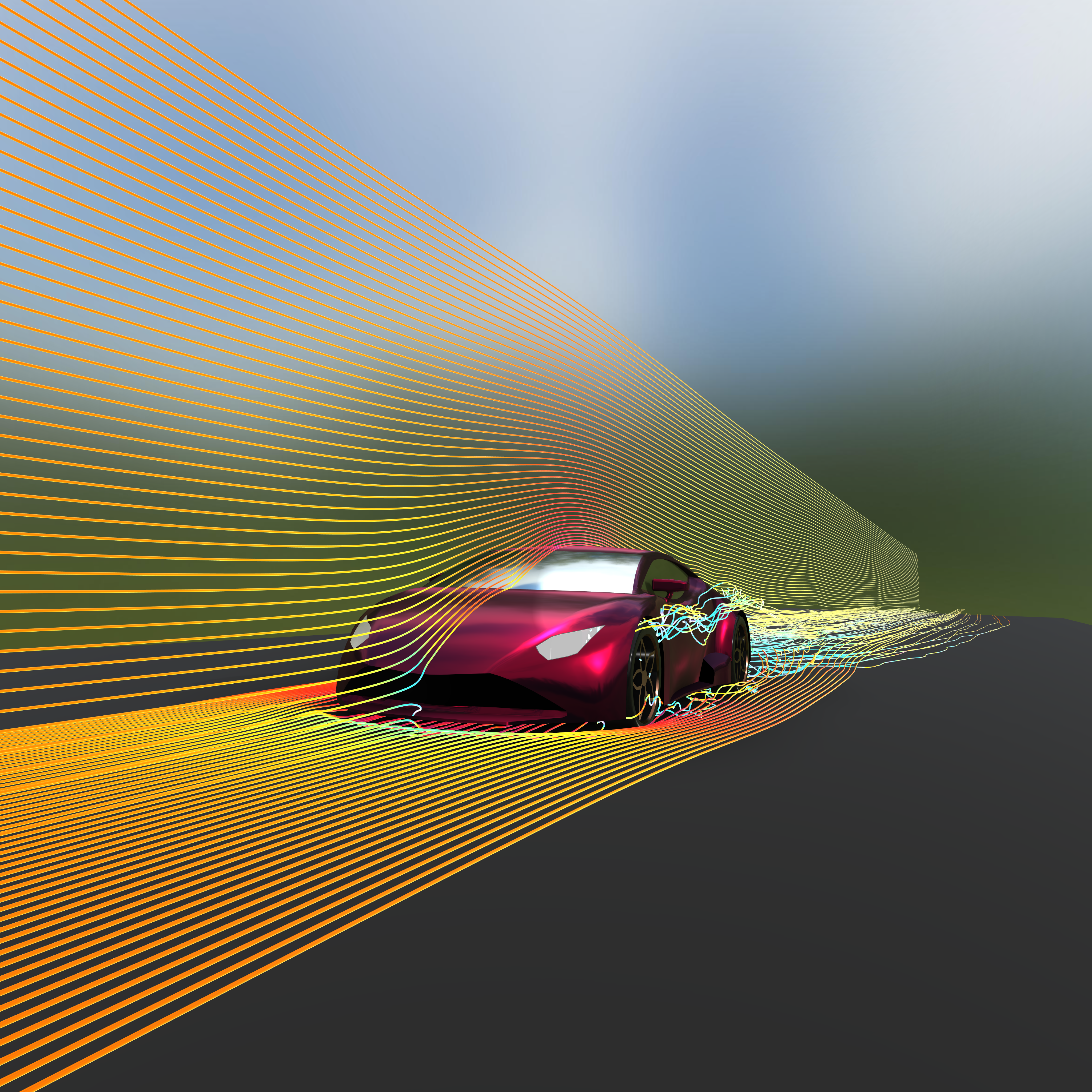
Figura 5. Modelo automóvil deportivo que muestra el campo de velocidad visualizado utilizando varias funciones de sombra, renderizado del entorno y el skybox en COMSOL Multiphysics®.
¡Esperamos que la información le motive a continuar aprendiendo y mejorar sus habilidades en el uso de COMSOL Multiphysics®!
Referencias
[1] Learning Center[2] Introduction to Uncertainty Quantification, Learning Center COMSOL Multiphysics®, 2025
[3] Introduction to to Surrogate Modeling, Learning Center COMSOL Multiphysics®, 2025
[4] Surrogate Modelling Theory, Learning Center COMSOL Multiphysics®, 2025
[5] Modeling Electric Motors with COMSOL Multiphysics®, Learning Center COMSOL Multiphysics®, 2025
[6] Modelling of Magnetohydrodynamic flow, Learning Center COMSOL Multiphysics®, 2025
[7] Techniques for Creating High-Quality Visualizations of Models, Learning Center COMSOL Multiphysics®, 2025
- Detalles
- Categoría: BIOVIA
- Visto: 1867
BIOVIA Materials Studio impulsa la innovación en el desarrollo de fármacos con simulaciones moleculares avanzadas
El desarrollo de medicamentos más eficaces y personalizados es uno de los grandes retos de la industria farmacéutica actual. En este contexto, las simulaciones moleculares se han convertido en una herramienta clave para acelerar los procesos de investigación y optimizar los sistemas de administración de fármacos. Dassault Systèmes, a través de su solución BIOVIA Materials Studio, está liderando esta transformación.
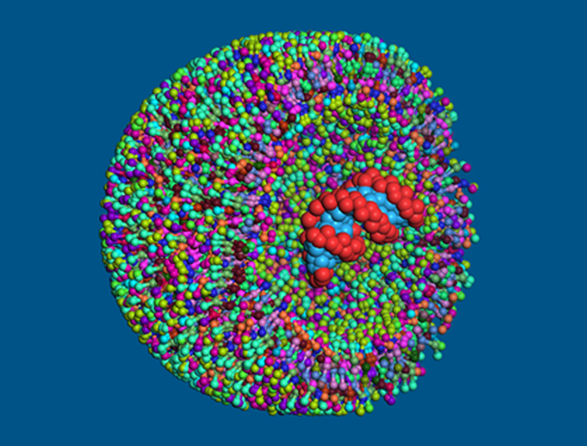
Una de las aplicaciones más prometedoras de esta tecnología es el diseño de nanopartículas lipídicas (LNPs), estructuras que actúan como vehículos para transportar principios activos —como ARN mensajero— directamente a las células. Estas nanopartículas han sido fundamentales en terapias innovadoras, como las vacunas de ARNm utilizadas durante la pandemia.
Pero, ¿cómo se pueden diseñar estas LNPs de forma más eficaz? Aquí es donde entra en juego BIOVIA Materials Studio junto con Martini 3, un campo de fuerza de grano grueso que permite realizar simulaciones detalladas de la interacción entre las LNPs y las membranas celulares. Esta combinación permite a los investigadores observar cómo se comportan las nanopartículas en diferentes condiciones, lo que facilita decisiones más informadas en las primeras fases del desarrollo de un fármaco.
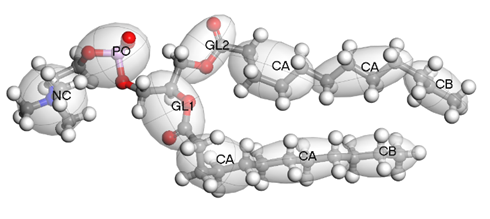
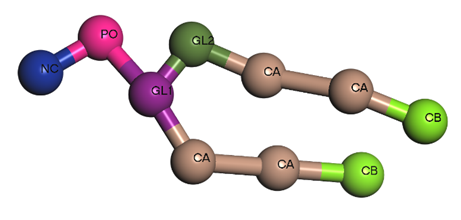
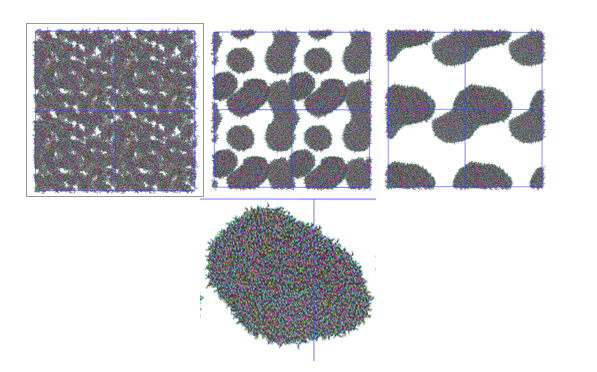
El modelo Martini 3, con sus niveles de resolución ajustables, ofrece una visión detallada sin necesidad de representar cada átomo individualmente, lo que reduce el coste computacional y permite simular sistemas más grandes durante más tiempo. Esto se traduce en una comprensión más precisa de los procesos de absorción celular, fusión de membranas o liberación del principio activo en el interior de la célula.
Además, el artículo presenta un ejemplo concreto de cómo BIOVIA Materials Studio puede analizar la composición de las LNPs y predecir su comportamiento, lo que permite optimizar tanto la formulación como la eficacia terapéutica.
Gracias a estas capacidades, los científicos pueden:
- Visualizar y analizar en 3D cómo interactúan los componentes lipídicos con la membrana celular.
- Comparar diferentes formulaciones y predecir su eficacia antes de pasar al laboratorio.
- Reducir costes y acelerar el tiempo de desarrollo de nuevos tratamientos.
BIOVIA Materials Studio no solo facilita una comprensión profunda de fenómenos moleculares complejos, sino que también acerca la simulación científica a las necesidades reales de la industria farmacéutica, permitiendo avanzar hacia terapias más seguras, eficaces y personalizadas.
¿Quieres saber más sobre cómo la simulación molecular puede transformar el desarrollo farmacéutico?
BIOVIA Materials Studio pone al alcance de científicos y formuladores una tecnología potente y accesible para diseñar, analizar y optimizar sistemas complejos como las nanopartículas lipídicas. Si te interesa incorporar este tipo de soluciones innovadoras en tus procesos de I+D, no dudes en explorar más sobre esta plataforma y sus múltiples aplicaciones en el sector farmacéutico y biotecnológico.
🔍 Descubre todo lo que BIOVIA puede aportar a tu laboratorio o empresa.
- Detalles
- Categoría: Minitab
- Visto: 1362

Por Stacey McDaniel.
Al iniciar cualquier proceso de transformación empresarial, podría pensar que necesita las herramientas adecuadas para guiarlo. La Inteligencia Artificial nunca reemplazará el conocimiento humano que puede aportar a un proyecto específico. Si bien necesita herramientas para realizar las tareas, su personal es su mayor activo para cualquier transformación. Establecer un "Círculo de Excelencia" (CdE) es una forma en que cada vez más empresas construyen una base moderna para lograr la excelencia operativa (OPEX). En los próximos meses, abordaremos herramientas, diferentes metodologías y otros aspectos de la búsqueda de la excelencia. Hoy, comenzamos con lo básico.
¿Por qué un Círculo de Excelencia?
Una encuesta realizada a los asistentes a la Semana OPEX: Cumbre Mundial de Transformación Empresarial de enero de 2025 reveló que el 55% afirmó que sus organizaciones están compuestas por equipos OPEX pequeños y sobrecargados que se encargan de todo. Un Círculo de Excelencia es el marco para un entorno altamente transformador y prioriza la comunicación para alcanzar el éxito. Libera de responsabilidades a un equipo pequeño y, en cambio, las extiende a diversos grupos y equipos, desde los gerentes hasta los responsables.
Significado de Círculo de Excelencia: En excelencia operativa, el "Círculo de Excelencia" se refiere a un marco de mejora continua que impulsa un desempeño superior, la mejora de la calidad y la colaboración efectiva.
Si su organización desea aumentar la participación en el mercado, mejorar la calidad y la eficiencia, potenciar la innovación, ofrecer un mejor servicio al cliente y mejorar la satisfacción de los empleados (¿y quién diría que no a eso?), comenzar con un Círculo de Excelencia le ayudará.
Cómo construir el equipo adecuado para el Círculo de Excelencia
Necesita a las personas adecuadas al mando antes de poder dirigir el proyecto. Lo mismo aplica a cualquier proyecto de mejora: si elige cuidadosamente a los participantes en un Círculo de Excelencia, su proyecto estará en marcha y avanzando rápidamente. Los éxitos y fracasos del proceso deben registrarse y comunicarse dentro del Círculo de Excelencia, y los resultados deben compartirse de forma interdisciplinaria para que todo el equipo pueda aprender y ajustar sus propios procesos en función de los hallazgos.
La clave para construir un Círculo de Excelencia es involucrar a personas de todos los niveles, desde la alta dirección hasta los empleados de primera línea. A menudo, la gerencia indicará cómo "cree" que va la cosa, mientras que los que actúan darán una mejor idea de cómo va "realmente". Al comenzar a construir un Centro de Excelencia, considere estos aspectos clave:
- Definir los objetivos que desea alcanzar: establezca objetivos específicos, medibles, alcanzables, relevantes y limitados en el tiempo (SMART) que se alineen con su definición de excelencia operativa.
- Determinar los procesos clave: ¿Qué procesos específicos impactan sus objetivos operativos? Mapee los procesos para comprender su estado actual e identificar áreas de mejora.
- Obtener la aceptación del liderazgo: los líderes deben estar preparados para modelar los comportamientos deseados y brindar los recursos y el apoyo necesarios.
- Construir una cultura de mejora continua: alentar a los empleados de todos los niveles a sentirse capacitados para identificar e implementar mejoras.
- Brindar capacitación: Brindar capacitación continua y oportunidades de desarrollo para brindar a los empleados las habilidades y el conocimiento necesarios para lograr la excelencia operativa.
- Aprovechar sus datos y análisis: La información que obtenga de sus datos le ayudará a monitorizar el rendimiento, identificar tendencias y tomar decisiones informadas. Implemente indicadores clave de rendimiento (KPI) para monitorizar el progreso hacia sus objetivos.
- Fomentar la colaboración y la comunicación: Promover la comunicación abierta y la colaboración entre departamentos. Esto ayuda a romper barreras y garantiza que todos trabajen hacia los mismos objetivos.
- Monitorizar y recompensar el éxito: Reconocer y celebrar los logros de los empleados. Esto ayuda a mantener la motivación y refuerza la importancia de los gastos operativos.
- Revisar y ajustar: Revise constantemente sus procesos y resultados. Esté dispuesto a realizar ajustes según sea necesario para mantener el rumbo y mejorar continuamente.
Obtenga más información en esta infografía
Una parte fundamental de establecer un Círculo de Excelencia es inculcar la cultura de mejora en toda la organización. Cuando los empleados saben que se les escucha, se involucran más y son más productivos. En la segunda parte, abordaremos algunas herramientas útiles para la colaboración.
- Detalles
- Categoría: Comsol
- Visto: 2161
Introducción/Objetivos
La simulación de procesos fisiológicos basados en estructuras anatómicas específicas del paciente tiene múltiples aplicaciones en la medicina moderna, y COMSOL Multiphysics® se presenta como una herramienta con un gran para ello. Un campo emergente es la simulación térmica en medicina vascular, que puede ayudar a diagnosticar y tratar enfermedades como la isquemia crónica de las extremidades (CLTI por sus siglas en inglés: chronic limb-threatening ischemia).
El objetivo del artículo titulado “Thermal simulation of the lower limb in vascular medicine: A proof-of-concept by using computed tomography images” y desarrollado por Parkinen et al. [1] en la revista Medical Engineering & Physics (Elsevier) es desarrollar un modelo tridimensional de flujo sanguíneo y temperatura de la extremidad inferior utilizando datos de tomografía computarizada (CT) y el software COMSOL Multiphysics®. Este modelo pretende simular la temperatura superficial de la extremidad en relación con la estructura vascular, proporcionando una herramienta prometedora para la detección temprana y el seguimiento post-intervención de enfermedades vasculares.
Modelización/Simulación
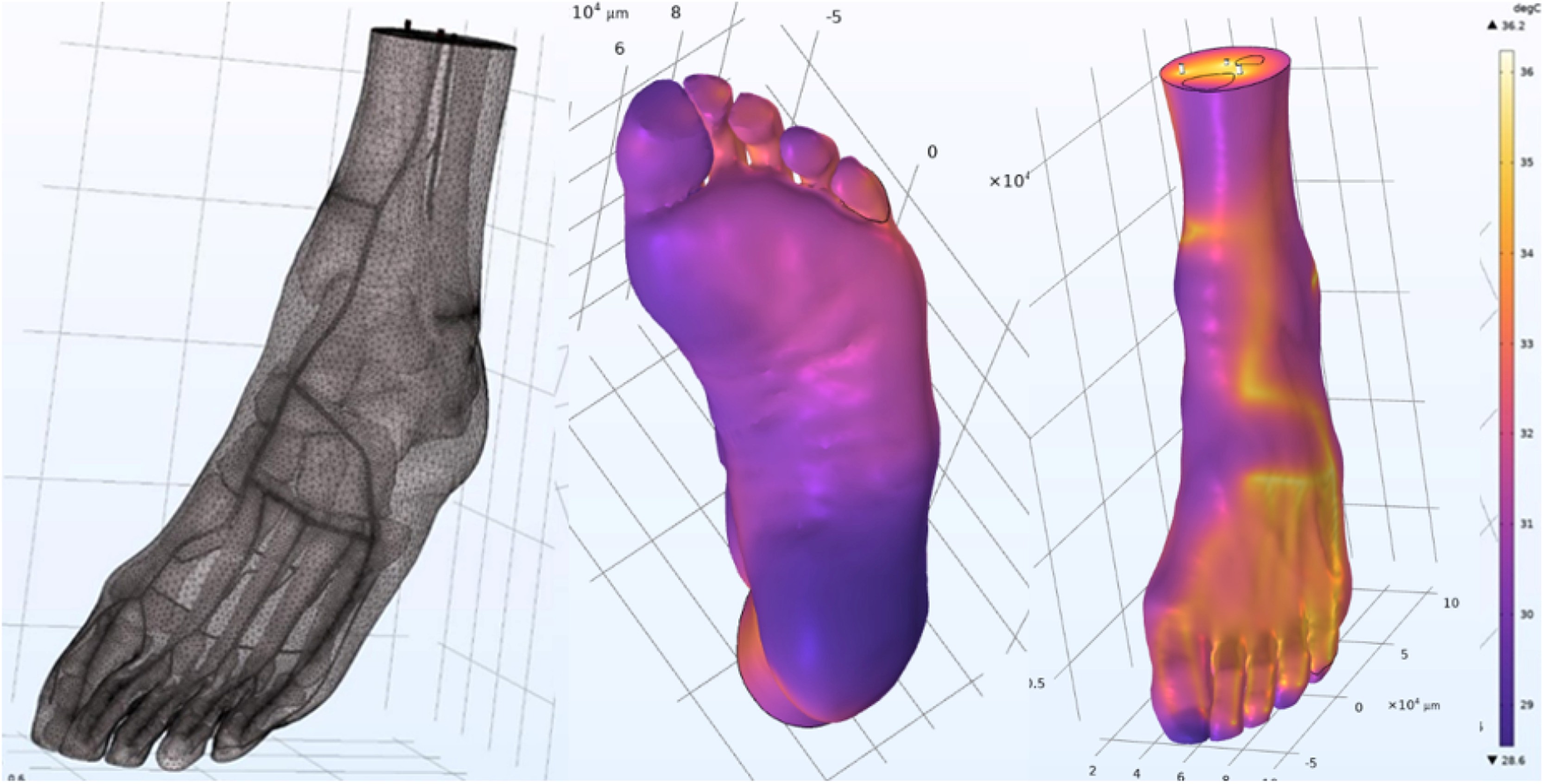
La Figura 1 muestra la geometría 3D de los angiosomas de las extremidades inferiores. Para construir el modelo, se utilizó un conjunto de datos de CT de alta resolución de la extremidad inferior. El proceso de modelización incluyó varios pasos clave:

Figura 1. Geometría 3D de los angiosomas de las extremidades inferiores. Izquierda: cara dorsal de la extremidad inferior; derecha: cara plantar de la extremidad inferior.
- Segmentación: Utilizando el software 3D Slicer, se segmentaron las principales estructuras anatómicas, incluyendo huesos, piel, tejido blando intermedio y arterias principales.
- Construcción del árbol vascular: Las ramas arteriales principales se modelaron en Blender, creando una estructura cilíndrica que representa el árbol vascular.
- Importación y modificación de la malla: Los archivos de malla (Fig. 2 izquierda) se importaron a COMSOL Multiphysics® para generar una malla volumétrica que permitiera aplicar propiedades materiales y condiciones de contorno.
- Simulación: Se utilizó el módulo de transferencia de calor en sólidos y fluidos de COMSOL para resolver las ecuaciones de flujo de Navier-Stokes y la ecuación de bioheat de Pennes. Esto permitió simular la distribución de temperatura en la superficie de la piel en función del flujo sanguíneo y las propiedades térmicas de los tejidos (Fig. 2)
Figura 2. Izquierda: el modelo mallado. Derecha: el modelo de simulación base sin modulación térmica ni arterial.
La Figura 3 muestra el flujo de trabajo para modificar datos médicos en estructuras listas para simulación en COMSOL Multiphysics®.

Figura 3. El flujo de trabajo para modificar datos médicos en estructuras listas para simulación.
Resultado/Conclusiones
El modelo tridimensional de la extremidad inferior se construyó con éxito, mostrando una estructura anatómica precisa y una distribución térmica coherente con los datos clínicos. Los estudios de caso realizados indicaron que el modelo puede simular el comportamiento térmico periférico, aunque se observaron mecanismos compensatorios en individuos sanos que no fueron completamente capturados por el modelo actual.
En la Figura 4 se observa la comparación visual de los perfiles de las extremidades recuperadas con y sin bloqueo arterial, obtenidas en las simulaciones realizadas en COMSOL Multiphysics®.

Figura 4. Comparación del perfil térmico entre la simulación y el perfil de temperatura del sujeto 1 tras la recuperación térmica sin calentamiento externo. Los paneles A) y B) presentan la simulación térmica con y sin bloque de MPA, respectivamente. Los paneles C) y D) presentan las mediciones correspondientes con la cámara termográfica.
La metodología desarrollada es prometedora para futuras simulaciones fisiológicas individualizadas en medicina vascular. Este modelo podría ayudar en el diagnóstico temprano de enfermedades vasculares y en el seguimiento post-intervención, mejorando la atención personalizada al paciente.
Por tanto, ¡este artículo es un claro ejemplo del potencial de COMSOL Multiphysics® para la modelización y simulación de aplicaciones de ingeniería biomédica!
Referencias
[1] Pakarinen et al. Thermal simulation of the lower limb in vascular medicine: A proof-of-concept by using computed tomography images, Medical Engineering & Physics, 2024, 134, 104260.