- Detalles
- Categoría: Comsol
- Visto: 1640
.jpg)
Introducción y objetivos
La industria de la construcción enfrenta el reto urgente de reducir su huella de carbono, lo que impulsa la búsqueda de materiales sostenibles. En este contexto, el artículo publicado por Parvathi et al. titulado “Sustainable Herbo-foam concrete with soap nut and coco-peat: Properties and thermal modelling” presenta una alternativa ecológica al hormigón celular tradicional mediante el uso de extracto natural de nuez de jabón como agente espumante y coco-peat (un subproducto del coco) como sustituto parcial de arena. El objetivo central fue evaluar las propiedades térmicas, mecánicas y acústicas de esta mezcla innovadora, apoyándose en simulaciones numéricas en COMSOL Multiphysics® para validar su potencial en edificaciones energéticamente eficientes.
Modelización y simulación numérica
Se desarrolló en COMSOL Multiphysics® un modelo numérico de una losa con dimensiones de 0,45 m de ancho, 0,3 m de largo y 0,018 m de espesor, como se muestra en la Fig. 20. Las propiedades del material, incluyendo la conductividad térmica, la densidad y la capacidad calorífica específica, se definieron como entradas personalizadas. La conductividad térmica, determinada experimentalmente, se estableció en un valor de 0,3 W/m·K). Para simular la transferencia de calor, se aplicó la condición de contorno de flujo de calor. Entre las opciones disponibles—flujo de calor general entrante y flujo de calor convectivo—se seleccionó el flujo de calor convectivo por su idoneidad para simular el intercambio térmico con el entorno. Por otra parte, los autores utilizaron Figura 1.

Figura 1. Mallado utilizado para modelizar la losa de hormigón y dimensiones de la misma.
El cemento espumado se desarrolló utilizando agentes espumantes sintéticos y naturales, reemplazando la arena por fibra de coco tratada (coco-peat) en proporciones del 5 %, 7.5 % y 10 %. El extracto de nuez de jabón se utilizó como agente espumante natural, y la fibra de coco fue tratada con un 4 % de NaOH para mejorar su compatibilidad. Además, se creó un modelo tridimensional de una habitación, considerando escenarios con y sin la inclusión del panel aislante.
Resultados/conclusiones
Los resultados de las simulaciones en COMSOL Multiphysics® mostraron una mejora en el aislamiento térmico con el uso de fibra de coco, reduciendo la conductividad térmica y disminuyendo la temperatura interior en 3 K con una temperatura exterior de 312.15 K. La absorción acústica mejoró, especialmente con reemplazos del 7.5 % y 10 %, mientras que el reemplazo del 5 % produjo la mayor resistencia a la compresión, con 19.18 MPa. Aunque la absorción de agua aumentó debido a las propiedades de la fibra de coco, la durabilidad y el rendimiento acústico mejoraron. La Figura 2 muestra la distribución de temperatura en la losa de hormigón, y las Figura 3(a) y 3(b) muestran los resultados de transferencia de calor con y sin panel aislante, respectivamente.

Figura 2. Distribución de temperatura en la losa de hormigón obtenida en las simulaciones con COMSOL Multiphysics®.

Figura 3. Transferencia de calor en la habitación modelizada en COMSOL Multiphysics®. (a) Utilizando panel aislante, y (b) sin utilizar panel aislante.
Este trabajo es un claro ejemplo del potencial que ofrece COMSOL Multiphysics® visualizar y cuantificar los beneficios de nuevos materiales en construcciones sostenibles y en entornos dinámicos.
Referencias
[1] Parvathi et al. “Sustainable Herbo-foam concrete with soap nut and coco-peat: Properties and thermal modelling”, Cleaner Waste Systems (2025), 10, 100196.
- Detalles
- Categoría: BIOVIA
- Visto: 1936

Evento de Dassault Systemes en Juvé&Camps, Finca d'Espiells, Barcelona
Barcelona, 22 de mayo de 2025
La industria de alimentación y bebidas atraviesa un momento clave impulsado por la sostenibilidad, la digitalización y las nuevas demandas del consumidor.
Descubra en este evento exclusivo cómo estas tendencias se combinan con tecnologías innovadoras para acelerar la llegada al mercado, la formulación, optimizar la producción, y la colaboración empresarial. Este evento será una experiencia en todos los sentidos.
Líderes del sector como Europastry, Juvé&Camps y Grupo Bel compartirán desafíos y soluciones tecnológicas.
La FIAB (Federación española de industrias de alimentación y bebidas) moderará una mesa sobre la adopción de la digitalización en la industria alimentaria con la participación de ponentes y asistentes.
Asista para no quedarse atrás:
- Programa exclusivo con información sobre tendencias, digitalización e innovación sostenible en el sector de alimentación y bebidas
- Líderes del sector con casos reales, compartirán desafíos, proyectos y soluciones tecnológicas. Entre ellos, Europastry, Bel, Juvé&Camps y FIAB.
- Networking con expertos, conéctate e intercambia ideas con especialistas de la industria y del ecosistema de Dassault Systèmes.
¡¡¡ Si está interesado contacte con nosotros para obtener su invitación exclusiva !!!
Participan:

- Detalles
- Categoría: Comsol
- Visto: 1462
Introducción
En un esfuerzo por mejorar la detección de estructuras subacuáticas, el Centro Roger F. Wicker de la Universidad del Sur de Misisipi (USM) ha desarrollado una innovadora metodología que combina modelización y simulación en COMSOL Multiphysics® y aprendizaje máquina (“machine learning”). Este enfoque se centra en entrenar vehículos submarinos no tripulados (“uncrewed underwater vehicles” - UUVs) para identificar con precisión objetos ferromagnéticos en el lecho marino, como restos antropogénicos y municiones sin detonar [1].
La detección de objetos ferromagnéticos en entornos marinos presenta múltiples desafíos. Los UUVs equipados con sensores magnéticos enfrentan interferencias tanto del entorno (como corrientes y oleaje) como del propio vehículo. Además, la similitud en las firmas magnéticas de diferentes objetos puede llevar a interpretaciones erróneas.
Trabajo experimental previo
Antes de crear los modelos en COMSOL Multiphysics®, se recopilaron datos experimentales. Para ello, el equipo se dirigió a un entorno marítimo controlado con objetivos conocidos que podían ser estudiados con sensores de gravedad y magnéticos de alta precisión. El experimento físico tuvo lugar cerca del Golfo de México, donde el equipo utilizó un sistema de cabrestante para mover una plataforma con sensores a lo largo de 70 metros entre dos puntos. La Figura 1 (a) muestra una fotografía de plataforma de sensores que utilizó la USM para registrar los datos experimentales.
Bajo la superficie, la plataforma escaneó uno de dos objetivos distintos: un imán cilíndrico de 20.3 cm de largo con un diámetro de 2.5 cm colocado verticalmente (Figura 1b), o un tubo de acero de 30.5 cm de largo con un diámetro de 11.4 cm colocado horizontalmente (Figura 1c). El equipo repitió este procedimiento en varias pruebas por cada objetivo, colocando los recipientes que contenían el imán o el tubo a profundidades de 1 metro, 3 metros y 5 metros.

Figura 1. Dispositivo experimental. (a) Plataforma de sensores para registrar los datos experimentales. (b) Imán cilíndrico de 20.3 cm de largo con un diámetro de 2.5 cm. (c) Tubería de acero horizontal de 30.5 cm de largo con un diámetro de 11.4 cm
Integración de COMSOL Multiphysics® y aprendizaje automático
Para abordar estos desafíos, el equipo de LA USM utilizó COMSOL Multiphysics® para modelizar y simular las respuestas magnéticas de diversas configuraciones de objetos en el lecho marino. Estas simulaciones se validaron con datos empíricos obtenidos en entornos controlados. Posteriormente, se desarrollaron aplicaciones de simulación que integran modelos de aprendizaje automático, permitiendo a los UUVs reconocer automáticamente patrones magnéticos y mejorar la precisión de los datos registrados.
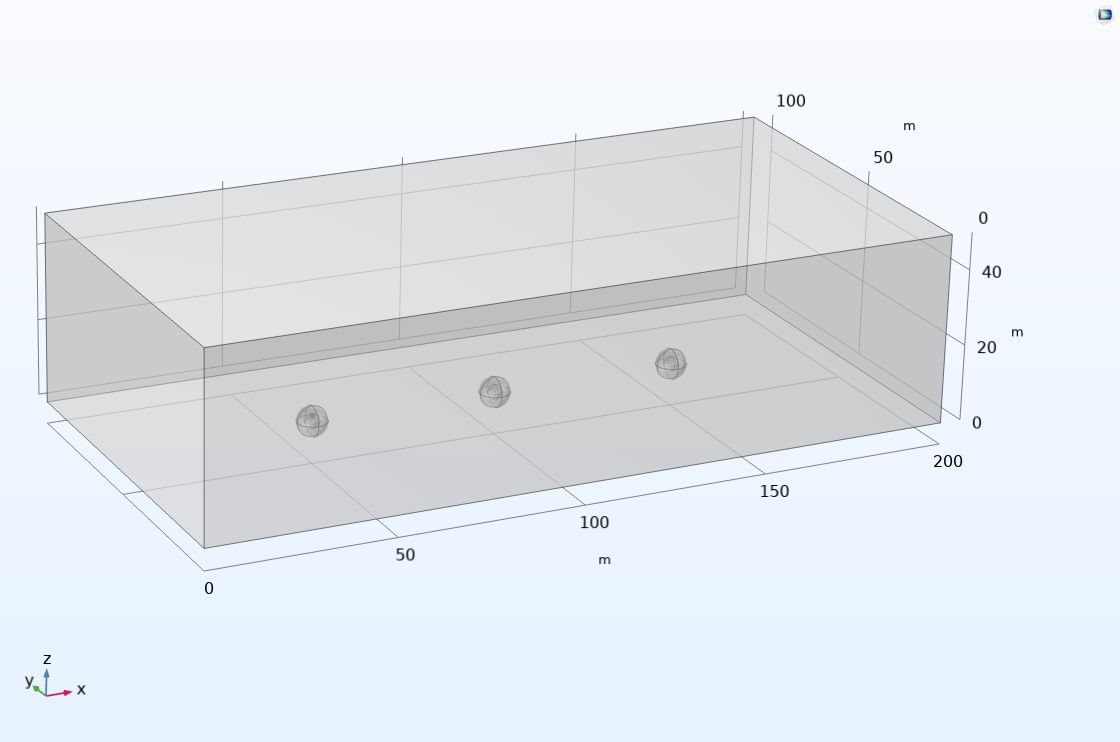
En cuanto a los detalles del modelo, los investigadores utilizaron el módulo AC/DC de COMSOL Multiphysics® para construir modelos de campo potencial. Por otra parte, se definieron las propiedades físicas de los dominios y se creó un banco de pruebas utilizando la interfaz "Magnetic Fields, No Current" disponible en COMSOL. Luego introdujo la configuración espacial con objetivos magnéticos de baja (30,5 cm o 12 pulgadas), media (70 cm o 24 pulgadas) y alta (91,4 cm o 36 pulgadas) intensidad en el espacio de simulación (Figura 2). Finalmente, se calcularon las interacciones de los objetivos con el medio circundante. Las anomalías gravitacionales y magnéticas fueron registradas posteriormente a partir de diversas simulaciones con vehículos submarinos no tripulados, lo que proporcionó un amplio conjunto de datos que capturó las sutilezas de las variaciones del campo potencial en diferentes escenarios. Para alimentar estas simulaciones, el equipo de investigación utilizó análisis de UQ (cuantificación de incertidumbre).

Figura 2. Geometría utilizada por USM para su modelado. Las tres esferas interiores representan tuberías de 30,5; 70; y 91,4 cm (12, 24 y 36 pulgadas) de longitud, respectivamente.
Resultados y aplicaciones futuras
La combinación de simulaciones físicas y aprendizaje automático permite a los UUVs adaptarse a diferentes entornos y condiciones, aumentando su autonomía y eficiencia. Este avance tiene aplicaciones potenciales en la seguridad marítima, la arqueología subacuática y la exploración de recursos naturales.
En resumen, la integración de COMSOL Multiphysics® con técnicas de “machine learning” representa un paso significativo hacia la automatización y precisión en la exploración subacuática. Este enfoque multidisciplinario no solo mejora las capacidades de los UUVs, sino que también abre nuevas posibilidades en la investigación y monitoreo de los océanos.
Para más detalles, puedes consultar la historia completa en el sitio web de COMSOL [2].
Referencias
[1] COMSOL Multiphysics® Technical Papers and Presentations 2024. Mckenna et al. Potential Fields Modeling to Support Machine Learning Applications in Maritime Environments (2024)
[2] Joseph Carew "Potential Fields Modeling to Support Machine Learning Applications in Maritime Environments," COMSOL Conference 2024 Boston, 2024;
- Detalles
- Categoría: Minitab
- Visto: 1429
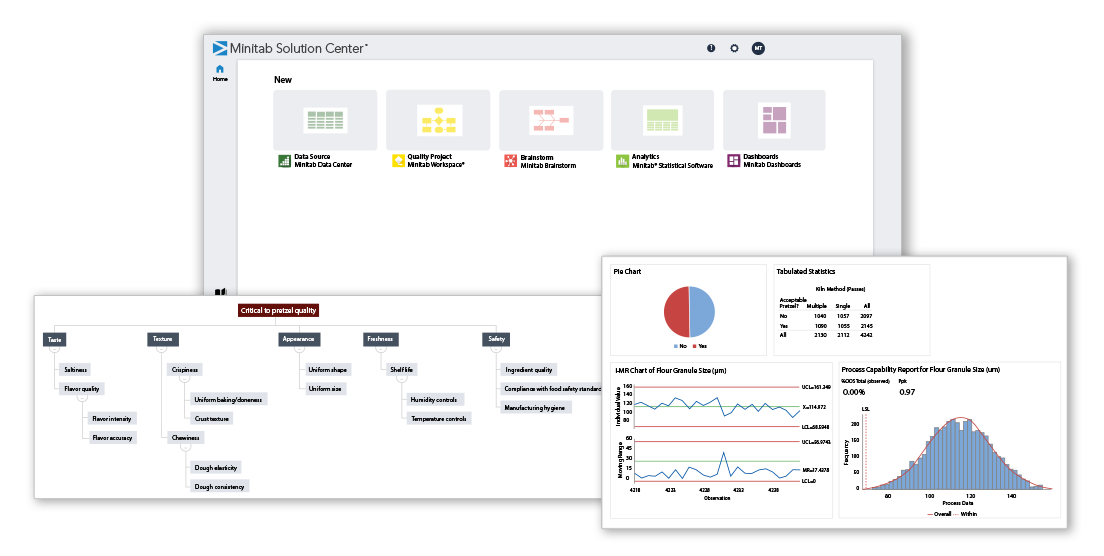
Minitab Solution Center es ahora su plataforma online todo-en-uno para preparar, analizar y reportar sus datos sin esfuerzo con IA.
Ahora podrá transformar la forma en la que trabaja con datos y resuelve problemas, unificando el poder de Minitab Statistical Software con nuevas y emocionantes capacidades.Esta importante actualización le brinda un flujo de trabajo sin esfuerzo para:
🧠 Hacer brainstorming sobre las causas raíz de los problemas
🧩 Preparar los datos recopilados para el análisis
📈 Explorar sus datos con visualizaciones instantáneas y listas para compartir
🔎 Profundizar en sus datos con análisis intuitivos
🎯 Interpretar los análisis con resúmenes de IA fáciles de entender
Las nuevas capacidades introducidas en el nuevo Minitab Solution Center son:
- La IA en Minitab Statistical Software y los Dashboards 📊 convierten sus datos en claras visualizaciones de métricas clave listas para compartir.
- Con Minitab Data Center 🔢 podrá explorar y preparar sus conjuntos de datos con visualizaciones informativas, estadísticas a nivel de columna y operaciones comunes de limpieza.
- Minitab Brainstorm💡 permite estructurar y refinar sus ideas con métodos visuales como mapas mentales, árboles CTQ y diagramas de espina de pescado.
- Detalles
- Categoría: BIOVIA
- Visto: 1627

El documento, titulado "Collaborative Partnerships to Support Drug Discovery", explora cómo la plataforma 3DEXPERIENCE de Dassault Systèmes, junto con las herramientas de BIOVIA, está permitiendo a organizaciones farmacéuticas compartir datos, modelos y conocimientos de manera más eficiente. Esta colaboración digital es esencial para acelerar el descubrimiento de fármacos y reducir los costos asociados al desarrollo de tratamientos para enfermedades que afectan a millones de personas en regiones vulnerables.
Uno de los aspectos clave resaltados en el informe es la capacidad de las soluciones de BIOVIA para integrar datos de diversas fuentes, mejorar la calidad de la información compartida y garantizar la trazabilidad en todo el proceso de investigación. Esto no solo optimiza la eficiencia de los equipos de I+D, sino que también fortalece la confianza entre los socios colaboradores.
Este enfoque colaborativo y digitalizado está demostrando ser una herramienta poderosa en la lucha contra las NTD, ofreciendo una vía prometedora para el desarrollo de tratamientos más efectivos y accesibles.
📄 Lee el informe completo aquí: Collaborative Partnerships to Support Drug Discovery
- Detalles
- Categoría: Comsol
- Visto: 1939
Introducción/objetivos
Las baterías de iones de litio, aunque populares por su alta densidad energética, presentan desafíos relacionados con su coste y el impacto ambiental de la extracción de litio. En un esfuerzo por mejorar la eficiencia energética y la sostenibilidad en los vehículos eléctricos, la empresa de ingeniería IAV [1] ha desarrollado un innovador sistema de baterías duales. Este enfoque combina tecnologías de baterías de sodio-ion (SIB) y de fosfato de hierro y litio en estado sólido (LFP-SSB) tal y como se muestra en la Figura 1, buscando equilibrar rendimiento, coste y respeto al medio ambiente.
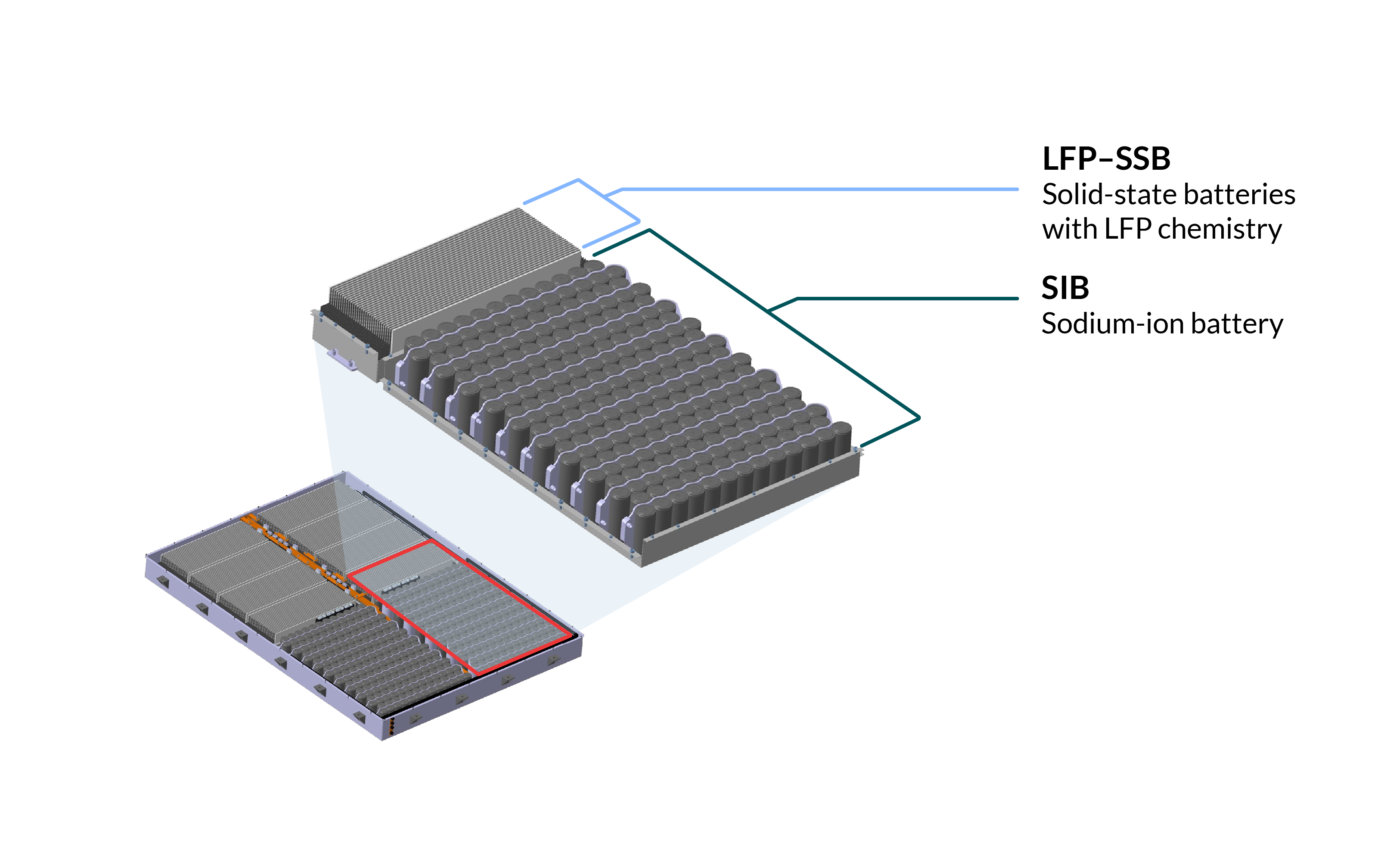
Figura 1. Tecnologías de batería utilizadas en el enfoque de batería dual. Fuente: COMSOL User Story Gallery [2]
Las baterías de tecnología SIB son más económicas y sostenibles, mientras que las LFP-SSB ofrecen una mayor densidad energética y seguridad térmica. Mediante la modelización y simulación multifísica en COMSOL Multiphysics®, IAV ha optimizado este diseño dual [2], permitiendo una gestión térmica eficiente y una distribución inteligente de la carga entre ambas baterías.
Modelización/simulación
Debido a la naturaleza multifísica del modelado de baterías, las capacidades del software COMSOL Multiphysics® eran especialmente adecuadas para el proyecto de desarrollo del sistema de batería dual: el diseño de baterías operativas requiere una gestión térmica adecuada, comprensión del comportamiento de los materiales de las distintas celdas dentro de sus módulos, conocimiento de las variaciones de presión en los procesos internos de la batería, así como una comprensión electroquímica del sistema en su conjunto. También es necesario entender cómo la expansión o contracción durante la carga y descarga puede afectar la mecánica de estos sistemas. Por tanto, el equipo de IAV pudo simular con precisión el comportamiento del sistema completo. Utilizaron el software para:
- Modelar la transferencia de calor entre las baterías y el entorno, optimizando la gestión térmica.
- Simular los flujos de corriente y la distribución de carga entre las dos baterías.
- Analizar la eficiencia y la vida útil del sistema en distintos escenarios de conducción.
- Optimizar la arquitectura eléctrica para garantizar seguridad y estabilidad.
Resultados/conclusiones
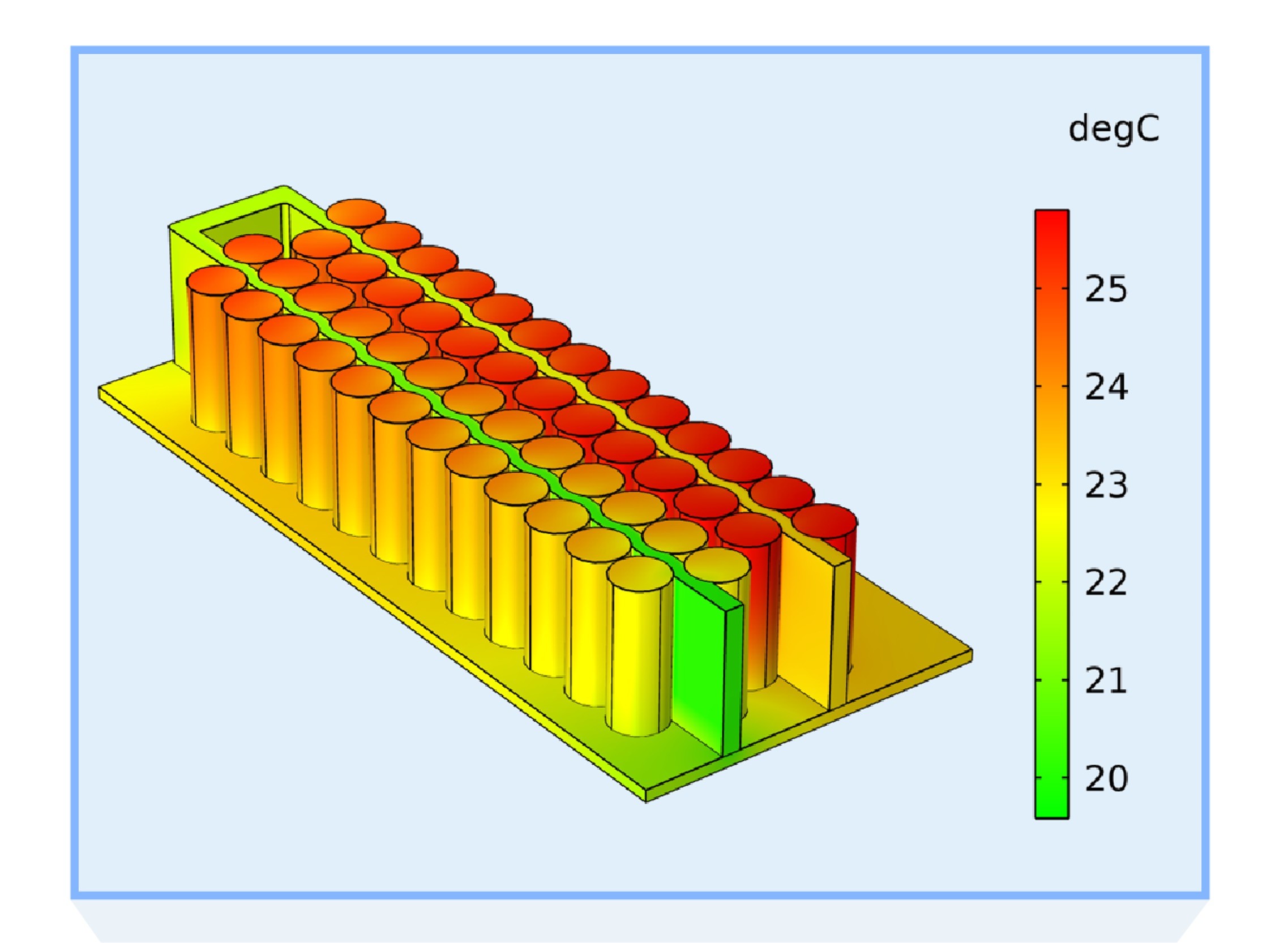
Los ingenieros de IAV pudieron verificar, mediante simulaciones en COMSOL Multiphysics®, el rendimiento de su concepto de batería dual. Por ejemplo, la Figura 2 muestra la distribución de temperaturas de las dos tecnologías de batería funcionando como un solo sistema. El equipo comprobó que el diseño funcionaba según lo esperado durante la fase de desarrollo conceptual, abriendo el camino hacia un mejor diseño de baterías. El modelo mostró una activación muy rápida y bajo demanda de las celdas en estado sólido, con un preacondicionamiento parcial proporcionado por el calor residual de las baterías de ion-sodio. El equipo logró optimizar la gestión térmica de ambas celdas y reducir el tiempo y la energía necesarios para activar las SSB en condiciones de frío.

Figura 2. Distribución de temperaturas de las dos tecnologías de batería funcionando como un solo sistema.
Además, los especialistas en simulación de IAV han utilizado el Application Builder de COMSOL Multiphysics® para empaquetar su funcionalidad en forma de una aplicación de simulación como se muestra en la Figura 3. De este modo, se utilizó COMSOL Compiler™ para convertir sus aplicaciones de simulación en archivos ejecutables independiente. La aplicación desarrollada cuenta con una interfaz de usuario personalizada, con entradas y salidas, que el cliente puede distribuir internamente a colegas de distintos departamentos, quienes la utilizan para ejecutar simulaciones y evaluar resultados en sus respectivos contextos.
Los usuarios de la aplicación no necesitan tener un conocimiento profundo del modelo complejo subyacente (ni licencia COMSOL Multiphysics® o COMSOL Server™) [3]; en su lugar, las aplicaciones de simulación están diseñadas para ser fáciles de usar y difíciles de alterar, lo que las hace ideales para muchos de los clientes de IAV que quieren distribuir estas tareas de simulación a personas que normalmente no se dedican al modelado.
Cabe también destacar que el uso de COMSOL Multiphysics® permitió reducir significativamente los tiempos de desarrollo. En lugar de construir múltiples prototipos físicos, IAV pudo validar sus hipótesis y ajustar parámetros directamente en el entorno virtual del software. Esto se tradujo en una reducción de costes y en una toma de decisiones más rápida y fundamentada.

Figura 3. Aplicación de módulo de batería de IAV, donde los gráficos de salida proporcionan al usuario una retroalimentación visual conveniente sobre el estado del modelo durante la ejecución. Fuente de la imagen: IAV.
La combinación de baterías y la simulación multifísica en COMSOL Multiphysics® abre nuevas posibilidades en el diseño de vehículos eléctricos, permitiendo explorar soluciones creativas y eficientes frente a los retos energéticos del futuro.
Para más detalles sobre cómo la ingeniería IAV ha hecho uso de COMSOL para el desarrollo de sus baterías, puede consultar el artículo original [2].
Referencias
[1] IAV (2025). https://www.iav.com.
[2] COMSOL Multiphysics® User Story Gallery (2025), "Driving EV Development with a Twin-Battery Approach"
[3] Application Builder Features and Functionality, COMSOL Multiphysics (2025).
- Detalles
- Categoría: Minitab
- Visto: 2002

Por Alyssa Sarro.
Mejorar los entornos sanitarios es un reto crucial que impacta la seguridad del paciente, los resultados de la recuperación y los costes de la atención médica. Áreas clave como la reducción de caídas, la reducción de los tiempos de espera y la mejora de la atención integral al paciente son esenciales para lograr mejores resultados. Los programas de mejora eficaces deben involucrar a todas las partes interesadas, utilizar metodologías probadas y monitorizar continuamente el progreso para abordar estos problemas de forma integral. Exploremos cinco elementos esenciales de los programas exitosos de mejora de la atención médica con Minitab Engage, con el foco puesto en la mejora de la atención integral al paciente, la reducción de caídas, la reducción de los tiempos de espera y la reducción de las estancias hospitalarias.
Fomentar las ideas, el compromiso y la participación de todas las partes interesadas
Formar un equipo para liderar iniciativas de mejora del rendimiento es crucial, pero el éxito de estas iniciativas depende del apoyo y la participación de toda la organización. La comunicación abierta durante la fase de ideación y la participación de los responsables directos de los procesos de gestión son esenciales para fomentar la aceptación de las partes interesadas y la apropiación de los resultados. Minitab Engage empodera a todos en la organización para contribuir de diversas maneras.
Por ejemplo, un hospital podría utilizar Minitab Engage para recopilar ideas de enfermeras y demás personal sobre cómo reducir las caídas de pacientes mediante formularios. La puntuación personalizada ayuda a evaluar rápidamente el esfuerzo, el riesgo y la alineación con las iniciativas empresariales cruciales, garantizando así que las mejores ideas se prioricen e implementen eficazmente.

Empiece poco a poco para lograr un gran impacto
¿Por qué empezar a pequeña escala? Comenzar con proyectos de menor escala le permite demostrar rápidamente el impacto en las prácticas y los resultados, perfeccionar su nuevo proceso y generar el apoyo de las partes interesadas necesario para abordar proyectos más grandes y complejos. Este enfoque ayuda a garantizar que las mejoras sean manejables y sostenibles.
Minitab Engage está diseñado para gestionar múltiples proyectos de forma eficiente. Con sus intuitivos paneles de control, obtendrá una vista completa de todos los proyectos en curso. Las notificaciones automatizadas garantizan que cada miembro del equipo sepa qué requiere su atención y cuándo, manteniendo a todos alineados y bien encaminados.

Tenga un proceso para mejorar sus procesos
La implementación exitosa de un cambio requiere un plan estructurado. Metodologías probadas como Lean Six Sigma y Kaizen han sido fundamentales para impulsar la mejora continua durante décadas. Imagine un centro de salud que busca reducir los tiempos de espera. Al implementar Lean Six Sigma, el centro puede identificar y abordar sistemáticamente los factores que contribuyen a los largos tiempos de espera. Por ejemplo, utilizando la hoja de ruta DMAIC (Definir, Medir, Analizar, Mejorar, Controlar), pueden identificar cuellos de botella en el flujo de pacientes, optimizar los procesos de programación y agilizar la comunicación entre departamentos. Este enfoque estructurado no solo reduce los tiempos de espera, sino que también mejora la satisfacción general del paciente y la eficiencia operativa.
Minitab Engage proporciona potentes herramientas visuales y formularios que guían a los equipos de atención médica en cada paso de metodologías probadas de mejora de procesos. Este enfoque estructurado garantiza que cada fase del proyecto se planifique y ejecute meticulosamente, lo que se traduce en reducciones significativas en los tiempos de espera y una mejor atención al paciente en general.
Mida y monitorice sus esfuerzos de mejora
Realizar un seguimiento de sus proyectos de mejora es esencial para garantizar que sigan el rumbo y logren los resultados deseados. Recopilar y analizar datos periódicamente le ayuda a comprender la eficacia de sus iniciativas y a determinar su impacto.
Considere un centro de salud que busca acortar las estancias hospitalarias. Mediante la monitorización continua de los tiempos de alta de los pacientes y otros factores relacionados, el centro puede identificar rápidamente tendencias y áreas que requieren atención. Esta evaluación continua permite intervenciones y ajustes oportunos para mantener y mejorar la atención al paciente.
Minitab Connect simplifica este proceso con un seguimiento dinámico y en tiempo real de las métricas de rendimiento. Los usuarios pueden supervisar fácilmente el progreso, identificar cuándo se requieren ajustes y generar informes completos para las partes interesadas. Esto garantiza que las actividades de mejora sigan siendo eficaces y estén alineadas con los objetivos de la instalación.
Centrarse en la mejora continua, no en la mejora puntual
Alcanzar la excelencia en la atención médica requiere un compromiso con la mejora continua, en lugar de soluciones puntuales. La mejora continua implica analizar datos de forma constante, implementar cambios y perfeccionar los procesos para garantizar mejoras continuas en la atención y la seguridad del paciente.
Minitab Engage apoya este esfuerzo continuo proporcionando herramientas para la resolución de problemas y la gestión de proyectos. Ayuda a los equipos de atención médica a monitorizar el progreso, identificar oportunidades de mejora y garantizar la aplicación sistemática de las mejores prácticas. Este enfoque fomenta una cultura de mejora continua, lo que se traduce en mejoras sostenidas en la seguridad del paciente y la calidad de la atención.