- Detalles
- Categoría: Comsol
- Visto: 5335
COMSOL Multiphysics® versión 6.0 presenta el Administrador de modelos (Model Manager), el Módulo de cuantificación de incertidumbre (Uncertainty Quantification Module), resolvedores más rápidos para la radiación de calor y materiales estructurales no lineales, nuevas potentes herramientas para el análisis electromagnético de PCB y ruido inducido por flujo. El Administrador de modelos proporciona una funcionalidad que permite a los colegas colaborar y organizar de forma centralizada modelos y aplicaciones, incluido el control de acceso y versiones, así como la búsqueda avanzada. El módulo de cuantificación de la incertidumbre se utiliza para comprender el impacto de la incertidumbre del modelo: cómo las cantidades de interés dependen de las variaciones en las entradas de un modelo.
A continuación resumimos las principales novedades en la versión 6.0 del software COMSOL®. Encontrará más detalles en las pestañas de la versión de las páginas de productos.
Actualizaciones generales
- Administrador de modelos (Model Manager): nueva funcionalidad importante para colaborar y organizar modelos y aplicaciones de forma centralizada, incluido el control de acceso y versiones, así como la búsqueda avanzada.
- Módulo de cuantificación de la incertidumbre (Uncertainty Quantification Module): un nuevo producto que incluye herramientas probabilísticas y de sensibilidad global para la cuantificación de la incertidumbre, incluido el diseño de experimentos.
- Un nuevo editor de Application Builder para diseñar menús y barras de herramientas de cinta de forma interactiva.
- Capacidad para organizar operaciones y objetos geométricos en nodos de grupo .
- Operaciones de capa de unión y contorno para mallas importadas.
- Tablas de colores mejoradas, incluida la escala logarítmica, para la visualización de resultados.
- La oclusión ambiental y la transparencia mejorada en las visualizaciones hacen que los modelos 3D parezcan más realistas.
- Funcionalidad de generación de informes como presentaciones de Microsoft® PowerPoint®.
- Soporte para macOS en procesadores M1.
Electromagnetismo
- Cálculo de matrices de inductancia y resistencia dependientes de la frecuencia para PCB.
- Mallado adaptativo y controlado por la física para circuitos de microondas y banda milimétrica (mmWave) en PCB.
- Método híbrido elemento_de_ contorno-elemento_finito (BEM-FEM) para antenas y propagación de ondas electromagnéticas.
- Modelado de materiales compuestos de apantallamiento electromagnético.
- Materiales magnéticos no lineales para componentes de RF y microondas.
- Nuevas herramientas para motores eléctricos que incluyen una biblioteca de piezas y cálculos eficientes de par.
- Análisis magnetomecánico para simulaciones multifísicas magnéticas y estructurales fuertemente acopladas.
- Biblioteca de material óptico con gafas de los principales fabricantes.
Mecánica estructural
- Resolución 10 veces más rápida para la fluencia y resolución más rápida para materiales estructurales no lineales en general.
- Modelado significativamente más fácil de contacto mecánico con generación automatizada de pares y condiciones de contacto.
- Modelado rápido de orden reducido utilizando el método Craig-Bampton para análisis dinámico o estacionario.
- Modelado mejorado de carcasas en ensamblajes CAD importados.
- Evaluación de fatiga por vibraciones aleatorias.
- Contacto con fricción en modelado de fisuras.
- Materiales elásticos lineales reforzados con fibra.
- Arrugas en membranas.
Acústica
- Interfaz multifísica para ondas piezoeléctricas utilizando un método explícito en el tiempo.
- Ruido inducido por flujo con CFD de simulación de remolinos grandes (LES).
- Funcionalidad de malla controlada por física para acústica de presión.
- Interfaces acústicas de presión de alta frecuencia para dispersión y radiación.
- Condición de radiación límite perfectamente adaptada y fácil de usar.
- Análisis de modo en secciones transversales para aeroacústica.
Fluido y Calor
- Eficiencia 10 veces mayor en la resolución de la radiación de superficie a superficie.
- Modelado multiescala de transferencia de calor en camas de pellets.
- LES mejorado con tratamiento automático de la pared y funciones térmicas de la pared.
- Análisis de flujo de alto número de Mach para maquinaria rotativa.
- Curado de resinas termoendurecibles.
- Separación de fases en maquinaria rotativa con múltiples fases dispersas.
- Flujo de dos fases en medios porosos para las ecuaciones de Brinkman con conjuntos de niveles.
- Interfaz multifísica para flujo no isotérmico en medios porosos.
Química y electroquímica
- Interfaz multifísica para flujo de reacción no isotérmica.
- Característica de catalizador poroso para reacciones heterogéneas y adsorción.
- Flujo de reacción turbulento con especies diluidas.
- Tensiones y tensiones debidas a la intercalación de litio en baterías de iones de litio.
- Secuencias de eventos para modelar más fácilmente los ciclos de carga / descarga de varios pasos.
- Nueva biblioteca de materiales para pilas de combustible y electrolizadores.
- Transporte de especies a través de membranas de pilas de combustible y electrolizadores.
- Nueva interfaz para protección catódica.
Módulo de importación CAD, módulo de diseño y productos LiveLink™ para CAD
- Una función de proyección que se utiliza para proyectar objetos y entidades 3D en planos de trabajo y geometrías 2D.
- Importación más rápida y robusta de archivos ECAD.
- Herramienta de detección de interferencias mejorada para las interferencias entre objetos geométricos.
- Sincronización sin conexión entre el COMSOL ® software y software de CAD.
Microsoft y PowerPoint son marcas comerciales del grupo de empresas Microsoft. MacOS es una marca comercial de Apple Inc., registrada en EE. UU. Y en otros países y regiones.
- Detalles
- Categoría: Minitab
- Visto: 6980

|
Como líder técnico y gerente de la organización Global Data Insights and Analytics de Ford Motor Company, Bob Thomas es responsable de respaldar el desarrollo de soluciones analíticas basadas en datos que generan información empresarial, de productos y de fabricación. Hoy en día, el método científico incluye un elemento lógico deductivo - probar una premisa o hipótesis - así como un elemento de razonamiento inductivo - aprovechando observaciones o datos empíricos. La lógica deductiva se ha utilizado durante milenios para describir el mundo natural. Por otro lado, la explosión de la disponibilidad de datos y el aprendizaje automático ha llevado a algunos a sugerir incluso que el razonamiento inductivo hará que la deducción sea obsoleta: "el fin de la ciencia". Sin embargo, un enfoque que apoya el aprendizaje, además de impulsar hacia una solución, implica la aplicación secuencial de enfoques deductivos e inductivos. Cuanto más rápido se puede alternar entre ellos, más rápido se puede llegar a una solución eficaz. |
 |
A continuación, se incluyen algunas ideas clave para impulsar de manera rápida y eficaz las soluciones comerciales utilizando el método científico.
1. SEA PERSISTENTE, PERO NO DEMASIADO COMPROMETIDO CON LA HIPÓTESIS, PREMISA O IDEA QUE SE PROPONE E INVESTIGA.
No puedo decirle cuántas veces un gerente me ha pedido que pruebe su hipótesis. Por ejemplo, un gerente pensó que el espacio libre entre la rueda y el cubo era la causa principal de un problema de vibración en un automóvil.
Para empezar, hay una incomodidad en este tipo de solicitud porque falsificar la hipótesis nula - el abogado del diablo de que la holgura de la rueda al cubo no tiene un efecto - no prueba que sí lo tenga. Cuando se recopilaron los datos y el análisis no falsificó la hipótesis nula (es decir, no había ninguna razón para creer que el efecto de limpieza de centro a agujero no fuera "0"), la siguiente solicitud fue recopilar más datos (seguramente ese era el problema).
Desafortunadamente, cuando eso no ayudó, la siguiente exigencia fue trabajar más duro. Obviamente, un compromiso tan rígido con una hipótesis, con exclusión de cualquier razonamiento inductivo basado en datos, puede retrasar el hallazgo de una solución eficaz.
2. POR OTRO LADO, NO SE COMPROMETA EXCLUSIVAMENTE CON LOS DATOS Y EL RAZONAMIENTO INDUCTIVO.
Hoy en día, existe una gran cantidad de herramientas de razonamiento inductivo (por ejemplo, regresión convencional y regularizada, aprendizaje profundo y de máquina tradicional, y árboles de decisión, por nombrar algunos) que ayudan a navegar a través de conjuntos de datos. Sin embargo, cualquier solución desarrollada con estos enfoques presupone audazmente que el sistema en estudio permanecerá sin cambios con el tiempo.
En mi experiencia, un gráfico de ejecución de la diferencia entre lo que se predijo y lo que realmente sucedió, en un entorno no trivial, ha sido una de las mejores formas de demostrar que la solución razonada inductivamente todavía se aplica y el sistema que genera los datos ha sin cambio.
Por ejemplo, una vez ayudé a un equipo a desarrollar un modelo para determinar cómo una fuente de terceras partes en particular calificaría y valoraría productos de automoción. Afortunadamente, el equipo estaba convencido de la importancia de visualizar gráficamente la diferencia entre "lo que dijo el equipo y lo que informó la fuente externa". El equipo investigó las grandes discrepancias cuando éstas ocurrieron. A menudo vieron que la fuente externa había cambiado su sistema de puntuación. Finalmente, esto les llevo a discusiones formales en mesas redondas, organizadas por una fuente externa, para informar a los fabricantes de cualquier cambio que estuvieran considerando, eliminando y/o implementando en su sistema de puntuación. Esto fue bastante beneficioso ya que los fabricantes y la fuente de terceros por fin tuvieron el mismo objetivo: entregar e informar a los consumidores de productos fantásticos.
3. SABER TODO LO POSIBLE PUEDE FUNCIONAR PARA LA INVESTIGACIÓN TEÓRICA, PERO NO PARA LOS NEGOCIOS.
Por último, los ingenieros y científicos, por naturaleza y formación, intentan dejar lo menos posible al azar antes de ofrecer una solución. Esto puede llevar una cantidad excesiva de tiempo. Al realizar una investigación teórica, esto puede ser aceptable; en los negocios, esta táctica es inaceptable.
Recuerdo cuando hubo un problema de confiabilidad, en particular, que un director estaba tratando de resolver. El equipo tenía muchas ideas, premisas y teorías sobre cómo aumentar la confiabilidad del sistema. Un parámetro de aceleración de la vida fue la temperatura. Sin embargo, había muchas formas de caracterizar cómo el sistema experimentaba la temperatura. Los ingenieros querían seleccionar la "mejor" caracterización. Estudiar las numerosas caracterizaciones de la temperatura habría llevado mucho tiempo. En este caso, ayudaría usar cualquier caracterización de la temperatura para acelerar la prueba de vida y obtener información para una mejora fundamental (no tenía que ser la “mejor”). Comprender y cuantificar la incertidumbre ayuda a realizar esta llamada.
Las herramientas y técnicas actuales, en el contexto del método científico, permiten al analista afrontar mejor los desafíos de un mundo que cambia rápidamente haciendo y formulando buenas preguntas y alternando rápidamente entre hipótesis y razonamientos inductivos que les permitan llegar a resultados más efectivos (pero quizás no perfectas) soluciones más rápido.
- Detalles
- Categoría: Maple
- Visto: 35024

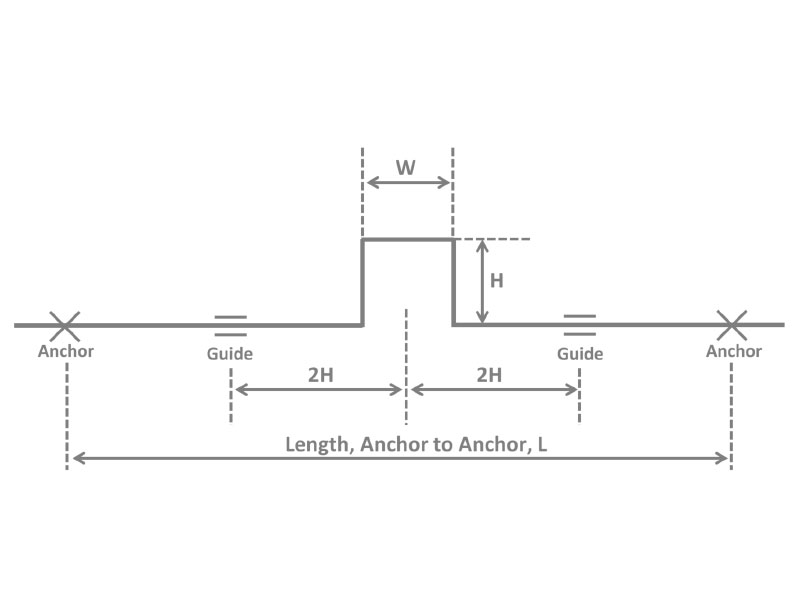
Desde espesores de pared y tamaño de válvulas hasta caudales y transferencia de calor, Maple Flow proporciona un entorno de cálculo de forma libre para el diseño y análisis de tuberías.
El diseño de tuberías es fundamental en la generación de energía, la fabricación de productos químicos, la refrigeración industrial, la infraestructura civil y la industria del petróleo y el gas.
Los ingenieros utilizan Maple Flow para intercambiar ideas, desarrollar y documentar sus cálculos de diseño de tuberías.
|
Los diseñadores de canalizaciones utilizan herramientas matemáticas para:
|
 |
|
|
 |
Aquí encontrará ejemplos que demuestran cómo los ingenieros de tuberías utilizan Maple Flow para sus diseños y análisis
Códigos de diseño para tuberías a presiónLos ingenieros de diseño deben garantizar el cumplimiento del código con informes de cálculo auditables y legibles. Puede usar Maple Flow para implementar los códigos de tubería ASME B31 para tuberías de presión, así como sus equivalentes internacionales (como AS4041, BS 010230 y DNVGL-ST-F101).
|
 |
Pérdidas de presión y caudales en tuberíasLos ingenieros de diseño utilizan Maple Flow para determinar la altura y los caudales en tuberías y redes de tuberías. Estos cálculos a menudo necesitan fuertes solucionadores iterativos. Puede recopilar estas ecuaciones juntas en una forma no estructurada y resolverlas con las funciones matemáticas de Maple Flow. También puede implementar ecuaciones semi-teóricas estándar para predecir el flujo de gas a través de tuberías largas, como las ecuaciones de Weymouth o IGT.
|
 |
Economía del oleoductoLa planificación económica influye en el diseño de ingeniería. Maple Flow se puede utilizar para determinar tamaños de tubería económicos y condiciones de operación
|
 |
Medidores de orificios de líquido y gasLos ingenieros usan Maple Flow para dimensionar válvulas y orificios o para calcular el flujo a través de medidores de orificio.
|
 |
Termodinámica y transferencia de calorMaple Flow ofrece una base de datos computable completa de transporte y propiedades termodinámicas para líquidos y gases. Esta base de datos se puede vincular a sus cálculos, de modo que las propiedades se mantengan cuando dos estados intencionados (como temperatura y presión, o temperatura y entropía) cambian.
|
 |
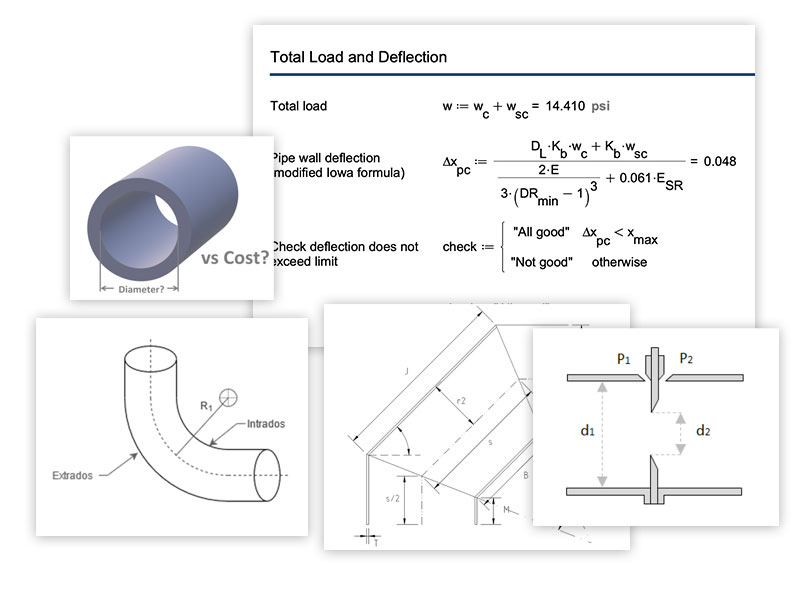
Resistencia y deflexión de tuberías enterradasMaple Flow se puede utilizar para implementar las ecuaciones que describen la deflexión de tuberías rígidas o flexibles, enterradas en el suelo. La fórmula de Iowa modificada es el método aceptado para calcular la deflexión vertical de tuberías flexibles enterradas. La resistencia de las tuberías rígidas (como las de hormigón o acero) está determinada por la teoría de Marston. Ambos enfoques se pueden implementar con Maple Flow, proporcionando informes de cálculo auditables y legibles.
|
 |
- Detalles
- Categoría: Comsol
- Visto: 4646
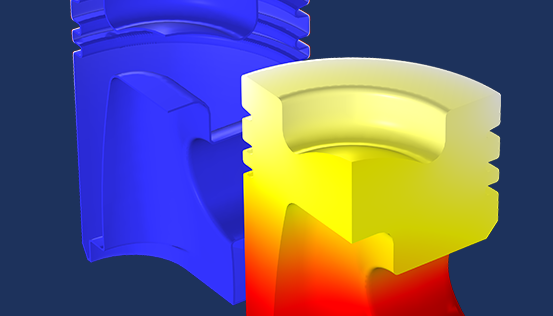
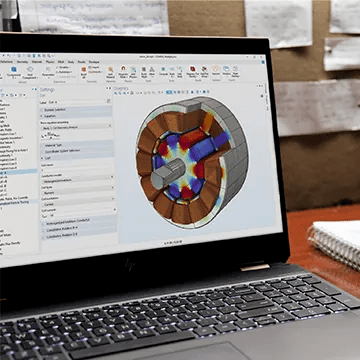
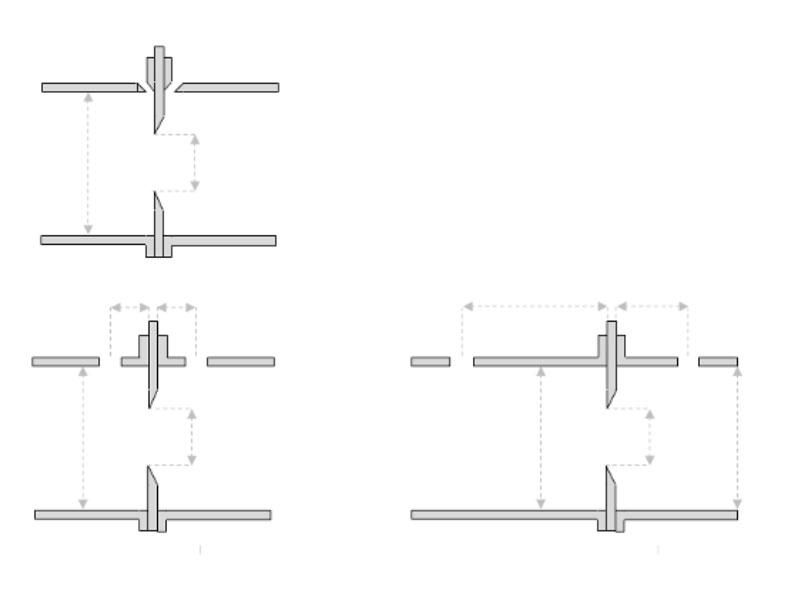
Walter Frei nos explica en esta entrada del blog de COMSOL cómo abordar el desafío de modelar procesos de calentamiento inductivo 3D, cuando es necesario resolver el efecto pelicular dentro de la pieza que se calienta mediante una malla de capa de contorno delgada, pero no se desea incluir el interior restante de la pieza dentro del modelo electromagnético. Walter Frei nos enseña la técnica de mallado que utiliza para abordar de manera eficiente estos casos.
- Detalles
- Categoría: Signals Notebook
- Visto: 12979
Agosto 2021
Mejoras de usabilidad
BÚSQUEDA POR FECHAS. Se ha incluido en la opción de búsqueda permitir al usuario configurar una búsqueda marcada por los campos de tipo fecha/hora para poder obtener resultados antes de un número predefinido de días. Por ejemplo, se podrá realizar una búsqueda para mostrar experimentos que se editaron por última vez más de n días antes.
Mejora disponible en Signals Notebook Individual, Signals Notebook Standard y Private Cloud.
CIFRAS SIGNIFICATIVAS EN CÁLCULOS DE ESTEQUIOMETRÍA. Otras de las mejoras de usabilidad incluidas es que los administradores ahora pueden definir un número predeterminado de cifras significativas para usar en los cálculos de estequiometría. Estos dígitos significativos se completarán automáticamente cuando se ingrese un valor y el usuario puede eliminarlos si prefiere un número diferente de dígitos significativos.
Mejora disponible en Signals Notebook Standard y Private Cloud.
Nuevas integraciones
Una de las nuevas integraciones es que la masa de la fórmula de un compuesto se ha agregado como un campo editable para permitir que los compuestos de fuentes químicas externas indiquen la inclusión de una sal con valores diferentes para el peso molecular y la masa de la fórmula.
Mejora disponible en Signals Notebook Standard y Private Cloud.
Otra de las integraciones son las notificaciones externas para la creación de lotes de materiales.
Mejoras administrativas
El administrador ahora podrá definir si un usuario puede firmar experimentos/contenido. Esta configuración se podrá aplicar a todas las opciones que no tengan revisor, es decir, Firmar y mantener abierto, Firmar y cerrar, Cerrar, Anular y reabrir…
Mejoras de materiales
Las estructuras químicas se pueden copiar como CDXML al portapapeles desde la vista de carpeta y los registros individuales. Las estructuras copiadas pueden luego pegarse en ChemDraw u otras aplicaciones que permitan pegar estructuras de ChemDraw.
disponible en Signals Notebook Standard y Private Cloud.
Mejoras de inventario
Se podrán crear varios contenedores a partir de la tabla de muestras: ahora los usuarios pueden crear varios contenedores a partir de una muestra en sus experimentos. Resulta de utilidad para generar alícuotas que se pueden usar en pruebas/experimentos posteriores.
Para hacerlo se debe ir primero a una tabla de muestra y seleccionar Agregar contenedor (Add Cointaner).
A los usuarios se les pedirá en la parte superior del cuadro de diálogo que ingresen la cantidad de contenedores que les gustaría crear.
Los usuarios pueden completar los detalles necesarios y hacer clic en Crear contenedor. Los usuarios tendrán la opción de ingresar códigos de barras preimpresos / designados o elegir que el sistema genere automáticamente los códigos de barras para ellos.
Si la ubicación elegida es una que ha sido designada como una cuadrícula, se les pedirá a los usuarios que le digan al sistema en qué coordenadas están ubicadas las muestras.
Una vez que los contenedores han sido creados, se mostrarán en la Tabla de muestras y los usuarios podrán hacer clic en el enlace para navegar hasta ellos.
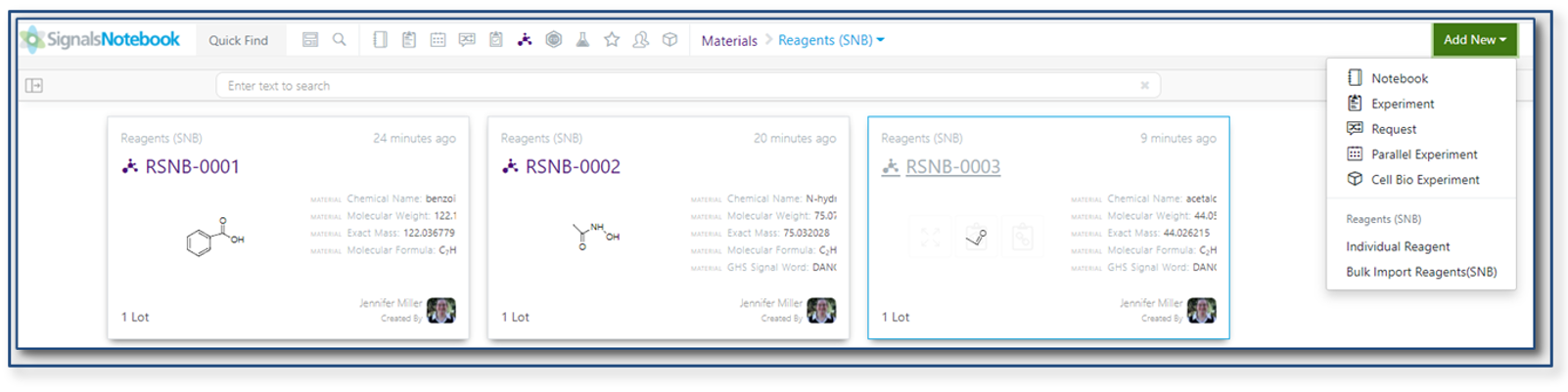
Reactivos
Incluidos como una nueva opción en la biblioteca de materiales están los reactivos (SNB). Los administradores deberán activar la nueva biblioteca y aplicar la secuencia de ID y la verificación de unicidad.
Los campos GHS están asociados a nivel de reactivo.
Integración PubChem
Debajo de la estructura en Reactivos, ahora aparecerá un icono de PubChem. Cuando los usuarios hagan clic en el icono, se abrirá una nueva página con información sobre ese reactivo en particular en PubChem.
Experimentos paralelos y muestras
Los usuarios ahora pueden agregar n muestras para todos los productos de subexperimentos de la Tabla de resumen de subexperimentos.
Creación de placas
Los usuarios ahora pueden agregar placas a su experimento. En el botón Agregar contenido, se pueden seleccionar las placas (Plates).
A continuación, se pedirá a los usuarios que seleccionen el tamaño de la placa y el número de placas que les gustaría hacer. Existe una opción personalizada para hacer platos de hasta 48 filas por 48 columnas. Una vez que el usuario selecciona el botón Crear, se agrega un nuevo elemento de placa al experimento.
Los usuarios comenzarán a completar la información de atributos por capa, comenzando con Formato de pozo.
Copiar / Pegar se puede utilizar dentro del elemento de la placa para evitar tener que escribir la misma información varias veces.
A medida que los usuarios escriban la información del formato de pozo, se completará la siguiente tabla. Si las placas adicionales tienen el mismo formato de pocillo, los usuarios pueden copiar esa información en placas adicionales utilizando los datos de Copiar formato de pocillo en: e ingresando el número de placa o rango de placa.
A medida que los usuarios escriben la concentración de las placas, el número más alto obtendrá el color más oscuro y el número más bajo obtendrá el color más claro. Si los usuarios desean la misma concentración en toda la placa, pueden escribir el valor en Quick Add y presionar Add para que cada pocillo tenga el mismo valor. Al igual que el formato de pozo, si los usuarios desean copiar la información de concentración en placas adicionales, pueden usar la opción Copiar datos de formato de pozo en:
Los usuarios seleccionan la unidad para aplicar a toda la placa. Otras placas pueden tener diferentes unidades de concentración en el mismo elemento de placa.
Cantidad de placas
Al igual que la concentración, la cantidad permite a los usuarios ingresar la cantidad de material pipeteado en cada pocillo. Las unidades se aplican a toda la placa, pero pueden diferir de otras placas del elemento. Quick Add permite a los usuarios llenar rápidamente la rejilla de la placa si el valor es el mismo para toda o la mayor parte de la placa.
Réplicas en placas
Las réplicas se pueden ejecutar en la misma placa o en varias placas (ejemplo a continuación) y se espera que sean un número entero. Al igual que en Cantidad y Concentración, la función Agregar y Copiar rápidos está disponible para una entrada de datos más rápida.
Desviación en placas
Las desviaciones pueden ocurrir en toda una placa o solo en un pocillo. Se espera que las desviaciones sean una breve descripción de texto. Al igual que Cantidad, Concentración y Replicar, Agregar y Copiar rápidos están disponibles para una entrada de datos más rápida.
- Detalles
- Categoría: Minitab
- Visto: 4189

Por Jim Oskins.
A finales de la década de 2010, trabajaba para uno de los fabricantes de electrodomésticos líderes en el mundo como Six Sigma Master Black Belt, liderando proyectos para mejorar la calidad. Tuvimos mucho éxito, ahorrando alrededor de 30 millones de dólares cada año al capacitar y entrenar nuevos cinturones negros Six Sigma para resolver problemas. En aquel entonces, recuerdo claramente la renuencia a incorporar herramientas de análisis predictivo a la mezcla. ¡Poco sabíamos lo que nos estábamos perdiendo!
ENFOQUES LENTOS PARA LA RESOLUCIÓN DE PROBLEMAS
En aquellos días, a los cinturones negros se les enseñó a abordar problemas a través de experimentos planificados basados en datos. Por ejemplo: cuando los tickets de servicio comenzaron a acumularse por un nuevo defecto en una de nuestras lavadoras, verificaríamos que podíamos medir con precisión el problema, comprender la variación con respecto al problema y tal vez usar el diseño de experimentos (DOE) para conocer la causa y el efecto para nuestras teorías y soluciones predichas. En la nueva era de la manufactura (a veces llamada industria 4.0), se disponía cada vez de más y más datos y los ejecutivos empezaron a esperar respuestas más rápidas que nunca.
Nuestra comunidad de solucionadores de problemas tenía un método establecido para priorizar los problemas. A menudo, esperábamos un informe de tasa de incidentes de servicio (SIR) para ver qué problemas ocurren con mayor frecuencia. Desafortunadamente, SIR era una métrica retardada, a menudo 6 meses después de cuando ocurrieron los problemas en los hogares de nuestros clientes. Nuestro dilema era obvio: necesitábamos resolver estos problemas más rápido.
LLEVANDO GRANDES DATOS A LA FABRICACIÓN
Además del tiempo necesario para que aparecieran los problemas, también tuvimos algunas dificultades para pasar de los datos pequeños a los grandes. Nuestros Cinturones Negros irían tan lejos como para reducir grandes cantidades de datos a un diseño factorial de experimentos (DOE) porque así es como se hacían las cosas. Después de todo, esa era la forma en que pensaban que les había enseñado su Master Black Belt.
Finalmente, directores técnicos como ingenieros principales, maestros cinturones negros y similares en el espacio de fabricación, empezaron a adoptar herramientas para el recién acuñado concepto de "Big Data". La esperanza era que los macrodatos pudieran usarse para vincular finalmente las fallas de campo con los datos de fábrica para predecir y reducir cosas como el coste de garantía y mejorar la calidad. Digo que este fue un concepto nuevo para nosotros porque, aunque teníamos estos datos durante años o décadas, nunca los reunimos todos.
Los técnicos de servicio que trabajan en incidentes de servicio recopilaron algunos datos de prueba y números de serie de electrodomésticos estropeados en los hogares de nuestros clientes ... pero ni los datos de desarrollo ni los datos de fabricación se vincularon explícitamente con los datos de servicio de campo.
Parte del problema incluía los diferentes métodos de almacenamiento de datos. La gente no sabía cómo lidiar con estas fuentes de datos masivas y, por lo general, no tenía presupuesto para aprender a combinarlas. Incluso si pudiéramos combinarlos, no había una forma común de obtener información de todo ello.
CONSTRUYENDO EL LAGO DE DATOS
Finalmente, invertimos millones para que los consultores nos ayudaran a recopilar nuestras fuentes de datos masivas y prepararlas para el análisis. Este proceso de "excavar el lago de datos" no es una tarea sencilla. Un lago de datos es un término en el mundo de los macrodatos al que me refiero aquí simplemente para describir cómo se reunieron todas esas grandes fuentes de datos. Ahora, teníamos un conjunto de datos más grande que nos permitía vincular fallas de campo por número de serie a datos de fabricación por el mismo número de serie. Ahora podríamos buscar información sobre los puntos en común que tenían los dispositivos que fallaron.
Identificar ideas es mucho más difícil de lo que se puede imaginar, con tan solo leer este artículo. Hay tantas métricas de prueba recopiladas en la fabricación. Hay tan poca variación y tanta multicolinealidad entre todos esos predictores. Si solo ajusta y = fallas de la válvula frente a cientos de x predictivos ... los datos son demasiado confusos y el análisis de regresión no encuentra mucho. El R^2 es terriblemente bajo. Nuestra confianza en cualquiera de esas técnicas de modelado más antiguas era baja.
EL ANÁLISIS PREDICTIVO LLEGA AL RESCATE
Finalmente, nuestros consultores sugirieron que comenzáramos a explorar el análisis predictivo. ¡Vimos que era mucho más hábil para manejar datos desordenados! Encontramos algunas señales e hicimos algunas mejoras en nuestra planta piloto, probando estos nuevos métodos. Ahora teníamos métodos para agregar y preparar nuestros datos para buscar información como esta.
Sin embargo, nuestro vicepresidente se había comprometido a obtener un gran rendimiento de estas inversiones en almacenamiento de datos y consultoría. En ese momento, teníamos nuevos consultores y nos ayudaron a encontrar muchos conocimientos, pero no eran ingenieros, por lo que los hallazgos del análisis predictivo a menudo tenían poco sentido para ellos. No sabían cómo funcionaba un electrodoméstico. Todo lo que sabían los científicos de datos era que varias métricas de prueba de final de línea predecían una falla.
Finalmente, apenas un par de años después de este costoso proceso, mi empresa decidió que había aprendido lo suficiente de los consultores como para hacerse cargo del análisis ellos mismos. Específicamente, el equipo de “Skunk Works” del VP de Calidad y el Master Black Belt principal y algunos ingenieros de la planta piloto se volvieron lo suficientemente capaces para replicar los hallazgos de los consultores.
DEMOCRATIZANDO EL ANÁLISIS PREDICTIVO EN CASA
Nuestro pequeño equipo ahora era muy bueno en AP. Sin embargo, escalar esta metodología de AP a toda la organización fue muy difícil. El problema era que era lo suficientemente difícil usar análisis predictivo como para que solo un puñado de personas se sintieran competentes. El resto de la organización ni siquiera sabía que esto estaba sucediendo, ¿cómo comenzaríamos a capacitar a más personas? Se decidió que el Master Black Belt principal reuniría los conocimientos y solo asesoraría a los equipos de ingeniería, ya que disponían de los recursos necesarios para resolver los problemas. No fue súper eficiente. Fue demasiado difícil desarrollar experiencia para desarrollar más expertos internos en AP en ese momento.
Mire las opciones y la salida de las herramientas de AP como árboles de clasificación y regresión, bosques aleatorios y TreeNet. Realmente no puede simplemente abrir su gran conjunto de datos y presionar "analizar". Se necesita mucha habilidad. ¡Es por eso que la ciencia de datos es una ciencia!
Durante algún tiempo, a fines de la década de 2010 y principios de la de 2020, tuvimos una división de algunos productos que utilizaban AP, mientras que otros continuaron usando métodos más antiguos. El análisis predictivo permitió la predicción de la garantía, una mejora de la calidad más rápida y la prevención de defectos. Otros que usaban métodos más antiguos todavía esperaron seis meses para obtener su informe de Tasas de Incidentes de Servicio y trabajar con herramientas Six Sigma para resolver los problemas que ocurren con más frecuencia.
EL ANÁLISIS PREDICTIVO DE HOY
El análisis predictivo actual está a años luz de lo que era cuando comencé a usarlo hace más de 10 años. No tiene por qué ser la tarea compleja y especializada que solía ser. Minitab Predictive Analytics con Auto ML hace que el análisis predictivo sea más accesible para las masas. Puede sugerir los mejores modelos a partir de sus datos y le permite, con una interfaz de usuario sencilla, solicitar modelos alternativos.
Le invito a explorar cómo la combinación de Minitab Connect para agregar y preparar datos con Minitab Predictive Analytics con Auto ML para encontrar conocimientos puede hacer su vida más fácil y mejorar y acelerar los resultados. El uso de las ofertas de Minitab de esta manera en la fabricación permite la mejora de la calidad y la predicción de la garantía, prácticamente en tiempo real. Antes de estas herramientas, la mejora de la calidad tardaba medio año o más y la predicción de la garantía se basaba en años anteriores en lugar de en los datos del año actual. Estos valen millones de dólares para nuestros clientes y partes interesadas.
- Detalles
- Categoría: Maple
- Visto: 35612

Software de cálculo para ingeniería civil: Desde acero estructural hasta diseño de carreteras y transporte, Maple Flow proporciona un entorno de cálculo de forma libre para el diseño y análisis de ingeniería civil.
Los ingenieros civiles utilizan Maple Flow y el software de cálculo para aplicaciones en:
- Diseño de acero estructural
- Diseño de hormigón armado
- Diseño geotécnico y mecánica de suelos
- Diseño de carreteras y transporte
- Recursos hídricos
- Y más
Maple Flow proporciona un entorno de cálculo de forma libre, similar al papel. Maple Flow te permite:
|
 |
Aquí encontrará ejemplos que demuestran cómo los ingenieros civiles usan Maple Flow para sus cálculos
Diseño de acero estructuralLos ingenieros de diseño deben garantizar el cumplimiento del código con informes de cálculo auditables y legibles. Esto es especialmente significativo en aplicaciones críticas como el diseño de estructuras de acero. Los ingenieros estructurales a menudo necesitan desarrollar informes de cálculo auditables para entregar a los organismos reguladores o clientes. También necesitan usar bibliotecas tabuladas de propiedades de acero estructural, como la base de datos de formas del Instituto Americano de Construcción de Acero (AISC).
|
 |
Diseño de hormigón armadoLos ingenieros estructurales utilizan Maple Flow para los cálculos basados en estándares para el diseño de hormigón armado. Los cálculos se describen a menudo en guías como AASHTO, ACI y Eurocódigos.
|
 |
Diseño de maderaLa madera es un material de construcción ecológico importante en América del Norte y, cada vez más, en otros lugares. Dado que los árboles capturan carbono, el uso de madera en la construcción está aumentando.
|
 |
Recursos hídricosLos ingenieros civiles utilizan Maple Flow para cálculos en flujos de canales abiertos, dimensionamiento de escolleras y muchas otras aplicaciones en hidráulica e hidrología.
|
 |
Diseño de CarreterasLos ingenieros de carreteras emplean Maple para determinar el grosor de las capas de pavimento, determinar el peralte de la carretera, investigar la alineación de la curvatura y diseñar las señales sobre las autopistas.
|
 |
Cargas térmicas de edificios
|
 |
Ingeniería geotécnicaLos ingenieros geotécnicos deben analizar el comportamiento del suelo y los materiales terrestres. Esto es necesario para el diseño confiable de zapatas o para examinar la estabilidad de pendientes.
|
 |