- Detalles
- Categoría: Minitab
- Visto: 4223
Por Jim Oskins.
Hace solo unos años fui un jefe de Mejora Continua (en inglés Continuous Improvement, abreviado CI) y Excelencia Operacional Global (OpEx), para una gran empresa mundial. Ahora trabajo para Minitab intentando ayudar a los clientes a superar las luchas que tengo que encarar cuando me pongo en su piel. Concretamente, ayudo a los clientes a hacer sus trabajos mucho mejor, más rápidos y más minuciosamente. ¡Esto es lo que los arquitectos de soluciones pueden llegar a hacer aquí!
Los jefes tienen dificultades en encontrar software que ayude con su trabajo a sus directores técnicos, jefes de proyecto y operaciones de mejora continua. Demasiado a menudo, los jefes senior piensan que software generalista de empresa, como Excel, es suficiente, pero nada más lejos de lo que sus equipos realmente necesitan. Las empresas pierden demasiado dinero a causa de no disponer de las herramientas correctas. En este artículo mostraré mis conclusiones sobre esta cuestión.
HERRAMIENTAS DIFERENTES PARA PAPELES DIFERENTES
Por mi experiencia, sé que la mayoría de empresas disponen de algún tipo de gestión de proyecto en marcha. A menudo veo a gente bloqueada para obtener la ayuda que necesitan en el proceso, muchas veces debido a estas tres fuentes de confusión:
- Los directores técnicos ya están utilizando sus propias herramientas de seguimiento de proyectos (a menudo hojas de cálculo)
- Los jefes de proyectos están utilizando software de gestión de proyecto (Diagramas de Gantt en MS Project o SmartSheet, por ejemplo)
- Los informes de mejora continua están totalmente separados de los seguimientos y gestores de proyectos.
Ninguno de ellos está en conflicto. De hecho, diría que toda empresa necesita los tres. Cada uno sirve para un propósito muy diferente:
- Los directores técnicos necesitan hacer un seguimiento de los elementos de acción hasta su finalización para que la funcionalidad del producto o proceso en el que están trabajando cumpla los requisitos.
- Los jefes de proyecto tienen que hacer un seguimiento de costes y tiempos para asegurarse que todo se haga a tiempo. Su trabajo encaja bien con el de los directores técnicos, pero cada uno es responsable de cosas diferentes. Los manejan de forma diferente... y por eso tenemos hojas de cálculo y diagramas de Gantt.
- Al crecer como un ingeniero siempre hacemos el seguimiento de nuestros proyectos en hojas de Excel o Google. El seguimiento del proyecto se actualiza regularmente con información de quién está haceiendo qué y cuándo. No siempre usamos un diagrama de Gantt, es más un registro de la actividad.

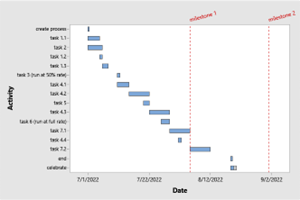
Los jefes de proyecto siempre están siguiendo los mismos proyectos que los ingenieros, pero a un nivel mucho más alto. Ellos no se ocupan de detalles como "mejorar el paso 12 del proceso" sino más bien de algo como "crear proceso". Una tarea grande como esa puede tener tareas intermedias como "ejecutar el proceso al 50%", "ejecutar el proceso completamente" y "aprobar el proceso".
OBTENER UNA VISTA DEL TABLERO
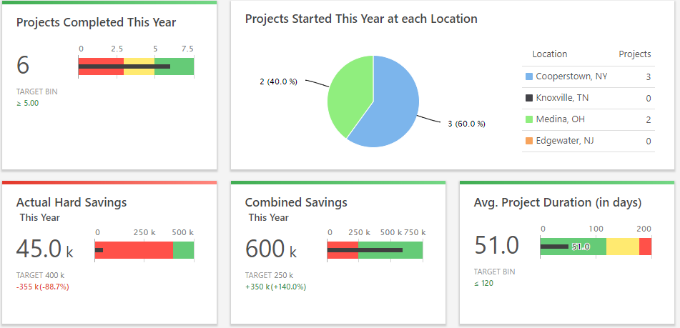
La mejora continua sería la responsable de algunas cosas como las mencionadas anteriormente, pero todavía a un nivel diferente. CI también tiene que informar sobre los ahorros en costes. Es, por tanto, una pregunta diferente a la que los directores técnicos de cualquier otro sitio tendrían que informar (cierre de acciones) y de lo que los jefes de proyecto tendrían que informar (riesgos para cumplir con la agenda). Un tablero de CI podría tener el siguiente aspecto:
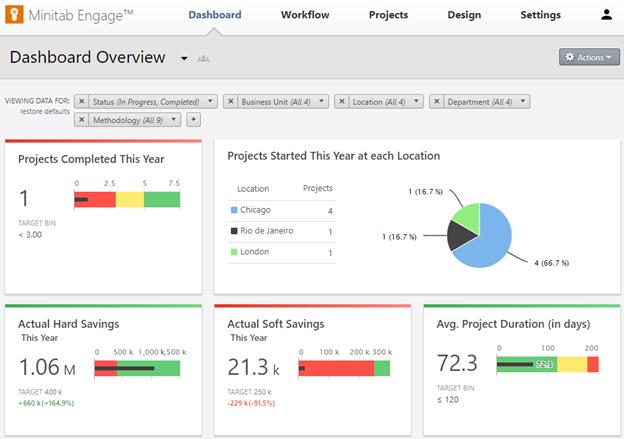
Pueden verse los ahorros frente a los objetivos y la capacidad de filtrar por ubicación o lo que se desee.
Como puede verse, no es competencia de Excel, SmartSheets, Microsoft Project ni nada que ya esté en uso en el resto de la empresa.
También puede realizarse un seguimiento de los proyectos en Minitab Engage (de maneras muy diferentes a las de la gestión de proyectos de toda la empresa... ¡Esto es específico para el programa de mejora!)
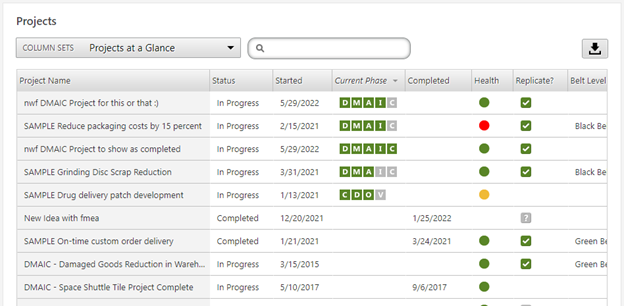
Es cierto que los proyectos anteriores forman parte de mi cuenta de demostración... pero consúltenos y podemos verlos con más detalle. Pero, sin embargo, aquí puede verse la interesante y específica terminología: se dispone de una columna de fase. Si alguien ha utilizado DMAIC previamente, sabrá que es fácil verse tentado de poner una tirita en un problema sin encontrar jamás la causa raíz del problema. Por lo tanto no se evita que esa causa raíz vuelva a ocurrir otra vez. En esta vista se puede ver que todos, menos uno proyecto, se encuentran atascados en la fase de mejora o Improve (solo un proyecto pasó por la fase de Control). Incluso un proyecto levantó la bandera roja y pidió ayuda (visible en la columna Health como un punto rojo). Hay muchas columnas aquí, podría buscarse en la lista por coach ("Por favor, Minitab Engage, muestra todos los proyectos que MBB Celia Bedelia está asesorando"). Este software también proporciona notificaciones antes de perder una fecha de vencimiento y continuar después de que se pierda una fecha hasta que se complete.
Una manera muy buena de que este tipo de seguimiento de Mejora Continua pudiera complementar el trabajo de los directores técnicos o de los jefes de proyecto es simplemente proporcionar un enlace al proyecto para que lo incluyan como un hipervínculo en sus hojas de cálculo, diagramas de Gantt o informes.
QUÉ DIFERENCIA A MINITAB ENGAGE DE OTRAS HERRAMIENTAS DE GESTIÓN DE PROYECTOS
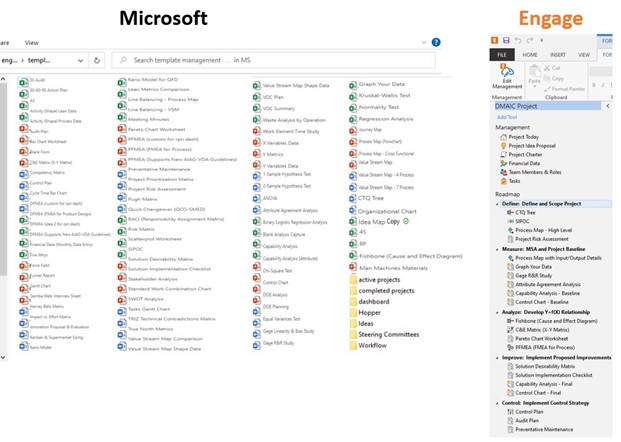
Minitab Engage no son solo una serie de tableros... de hecho, creo que las mejores funcionalidades están en las herramientas de mejora. Hay más de 90 herramientas que probablemente conoce. Sorprende que nuestros ingenieros hayan recopilado todos estos formularios, herramientas de mapeo, herramientas de análisis en un único paquete de software.
Entre mis favoritos están Fishbone, Process Map, VSM, Five Whys, 5S, A3, RACI, SIPOC y Monte Carlo... pero la lista sigue y sigue. Aquí puede encontrar una lista completa de las funcionalidades de Minitab Engage.
¿Por qué pueden ser importantes para una empresa que ya tiene una espina de pescado basada en Excel o PowerPoint? Buena pregunta... ¿Le gusta utilizar esa plantilla? Yo nunca lo he hecho... era demasiado difícil de utilizar y tedioso. Otras herramientas están pensadas para propósitos generales, cualquiera puede utilizarlas para cualquier cosa (por eso no son buenas para Vd.) Minitab Engage está hecha a medida para programas de mejora... y es por eso que tiene todos esos pequeños detalles adicionales que la hacen mucho mejor.
Además, tampoco tienen que gestionarse las revisiones de las plantillas o protegerlas de que las editen otros. En mi experiencia anterior, disponíamos de una gran librería de plantillas. Algunas eran muy buenas... pero cambiaban (es decir, otras personas las cambiaban, intencionadamente o no). Eso causaría estragos en el resto de la empresa que buscara la plantilla original, inmodificada. Había tantos archivos que se hacía muy complicado encontrar lo que se necesitaba, copias sobre copias, todas en Google Drive, lo que hacía la búsqueda realmente complicada.
Con Minitab Engage nunca hay que preocuparse de eso. De hecho, podría crear hojas de ruta personalizadas para organizar conjuntos de herramientas (a la mayoría de los clientes les gusta la hoja de ruta de DMAIC que viene con Minitab Engage junto con algunas otras... pero también puede personalizar la suya propia).
A veces, un programa de mejora tiene problemas para conseguir financiación. Esto siempre me sorprendió, ya que cada euro gastado en mejoras tiene un retorno de la inversión. ¡Hacemos estas cosas para ahorrarle dinero a la empresa! Pero, lamentablemente, el dinero es escaso y, sin pruebas del valor del programa, no siempre puede obtenerse financiación. Minitab Engage ayuda a resolver esto.
Minitab Engage funciona con cualquier cosa que ya esté haciendo a un nivel superior en toda la empresa.
- Detalles
- Categoría: Noticias
- Visto: 3930

La simulación sigue cobrando cada día más importancia dentro de la industria y la investigación. Las nuevas propuestas innovadoras de gemelos digitales no dejan de ser la evolución de la simulación.
Profesionalmente, es importante poder responder de forma adecuada a la adopción de la simulación en los productos y los procesos de los que somos responsables. Por ello, una buena formación es fundamental.
El Máster Universitario en Simulación Numérica en Ciencia e Ingeniería en COMSOL Multiphysics (MUCOM) aúna en un único máster la formación en simulación numérica por elementos finitos y el aprendizaje de la herramienta líder en simulación multifísica COMSOL Multiphysics.
Un aspecto importante de este máster es la realización del Trabajo Fin de Máster (TFM), bajo la orientación de un tutor, propuesto por el propio alumno dentro de su actividad profesional o escogido entre las propuestas de Empresas Tecnológicas o Centros de Investigación colaboradores como CIRCE, Acústica Beyma, AMPHOS21, Advanced Material Simulation, ICR, CIC nanoGUNE y otras.
¡No pierda la oportunidad de participar en la cuarta edición! ¡Inscríbase ahora!
Ponemos a su disposición la grabación de las clases magistrales que hemos ofrecido estos meses donde podrá conocer a algunos de los profesores del máster, el contenido de las asignaturas que imparten y el uso de COMSOL Multiphysics en ellas:
- video Masterclass MUCOM: Importación de geometrías en COMSOL Multiphysics (21 de septiembre de 2021)
- video Masterclass MUCOM: Optimización con COMSOL Multiphysics (22 de septiembre de 2021)
- video Masterclass MUCOM: Constructor de aplicaciones con COMSOL Multiphysics (7 de octubre de 2021)
- video Masterclass MUCOM: Mallado - Parámetros de tamaño de elemento (17 de noviembre de 2021)
- video Masterclass MUCOM: Constructor de Físicas (15 de diciembre de 2021)
- video Masterclass MUCOM: Acústica con COMSOL Multiphysics (24 de marzo de 2022)
- video Masterclass MUCOM: Mecánica estructural con COMSOL Multiphysics (28 de abril de 2022)
- video Masterclass MUCOM: Electromagnetismo con COMSOL Multiphysics (26 de mayo de 2022)
- video Masterclass MUCOM: Materiales en COMSOL Multiphysics (14 de septiembre de 2022)
- Detalles
- Categoría: Comsol
- Visto: 7264
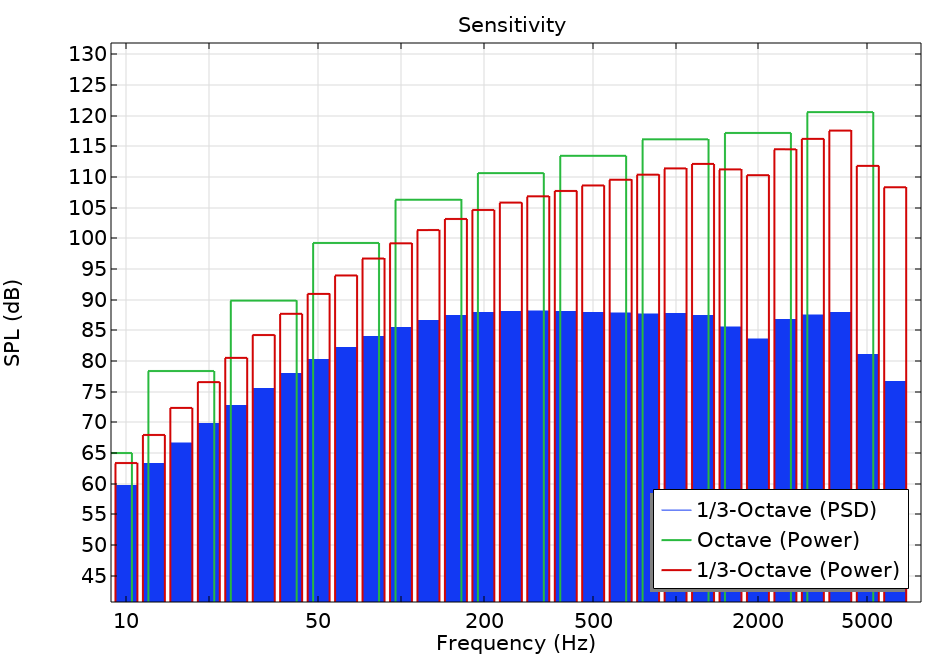
Una octava es una banda de frecuencia en la que la frecuencia superior es el doble de la frecuencia inferior. La aplicación de este concepto da como resultado bandas de igual ancho en un eje de frecuencia logarítmica.
En esta entrada del blog de COMSOL, Mads Herring Jensen nos explica un poco más sobre el gráfico de banda de octava, a la vez que destaca algunas de sus diversas opciones y configuraciones.
- Detalles
- Categoría: Systat Software
- Visto: 6194
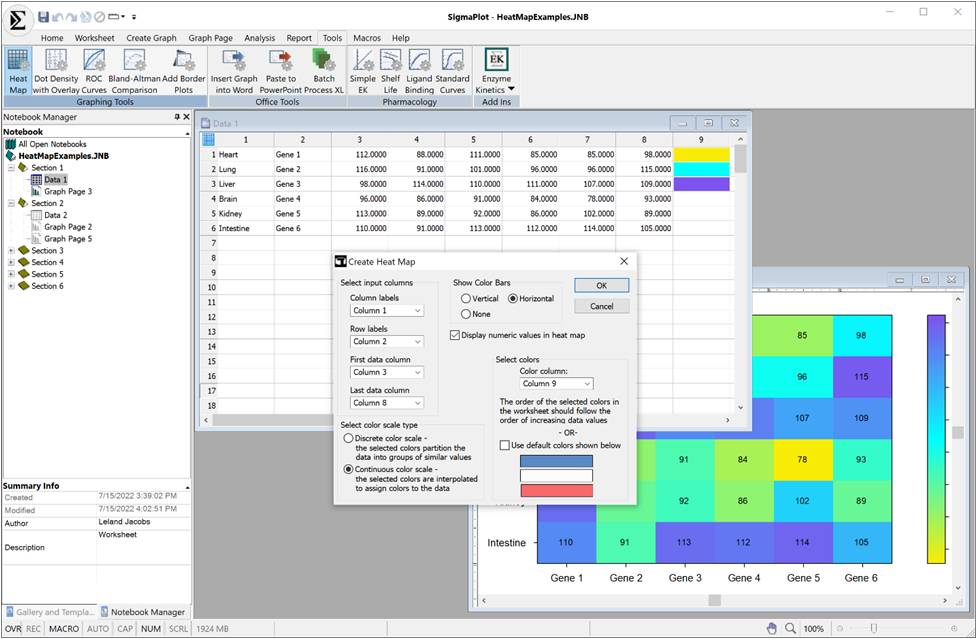
Esta nueva versión de SigmaPlot ahora incluye una macro de mapas de calor, con mejoras en seguridad y licenciamiento
SigmaPlot Versión 15 tiene nuevas funciones para facilitar su trabajo
- Nuevo tipo de gráfico (a través de macro)
- Mapa de calor
- Modificaciones de la interfaz de usuario para mejorar la experiencia del usuario
- Administrador de cinta (Ribbon Manager) nuevo y actualizado
- Nuevo botón de inicio (Home)
- Pestaña de Macros separadas
- Ayuda ampliada
- Funcionalidad de configuración de Cintas disponible vía Quick Access Tab
- Grupo Histograms en la pestaña Analysis
- Nueva pestaña de herramientas (Tools)
- Macro de densidad de puntos (Dot Density)
- Funcionalidades de análisis
- Gráficos de resultados
- Diálogo de transformaciones definidas por el usuario
- Temas diversos
- Se cambió el formato del portapapeles para Excel a CF_SYLK
- Nuevo sistema de licencias
- Eliminado Microsoft VS 2005 Redistributable
- Detalles
- Categoría: Lakes
- Visto: 4548
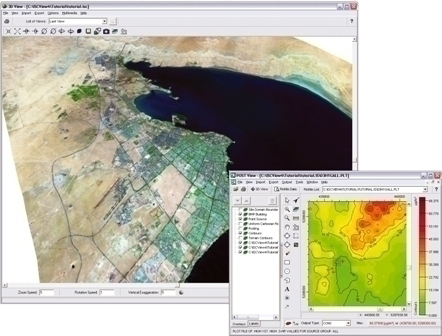
AERMOD View Version 11.0 ya está disponible. La versión contiene las siguientes implementaciones:
- Modelos actualizados: Nuevos modelos US EPA AERMOD & AERMET (versión 22112) tanto en compilaciones de 32 como en 64 bits.
- Versión de AERMOD Parallel actualizada: Nueva versión MPI (paralela) para AERMOD 22112.
- WebGIS: Datos de la corteza terrestre NLCD actualizados, ahora disponibles en AERMET View.
- AERMET View: Cambios importantes para soportar AERMET 22112 que incluyen archivos de entrada y salida en estado combinado, nueva vía de entrada Prognostic, archivo de salida de depuración, y más.
- Opciones ALPHA: Nuevas opciones no por defecto en AERMOD 22112 que incluyen platform downwash, conversión TTRM2 NO2, nuevas opciones Low Wind, y más.
- Notas adicionales: Revise el documento de notas de la versión completo para una lista detallada de todos los cambios.
- Detalles
- Categoría: Minitab
- Visto: 15671
Las licencias de Minitab en configuración de red flotante permite desconectar temporalmente equipos de la red en la que se encuentra el gestor de licencias y continuar ejecutando Minitab en esos equipos. Por supuesto, el número de usuarios disponibles en el gestor de licencias se verá decrementado en tantos usuarios como préstamos se realicen.
Esta prestación resulta de gran utilidad para aquellos entornos corporativos donde los empleados se desplazan y requieren continuar utilizando Minitab en su equipo portátil.
Los administradores del gestor de licencias pueden fijar el tiempo máximo de préstamo y reservar una cantidad de usuarios para evitar que se agoten los usuarios disponibles en la red.
Pasos para tomar prestada una licencia
Los pasos para tomar prestada una licencia deben realizarse desde el equipo donde se quiere utilizar Minitab.
1.- Tras iniciar Minitab, vaya al menú: Ayuda > Acerca de Minitab
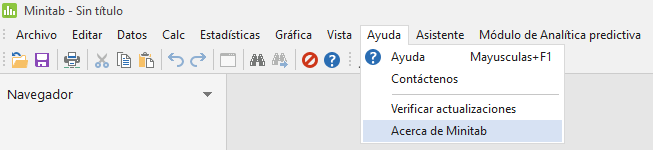
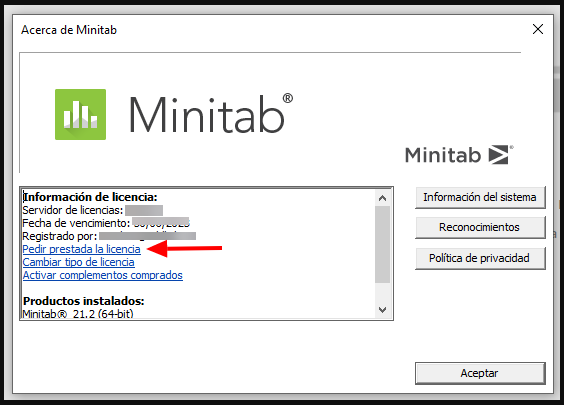
2.- Pulse en el enlace Pedir prestada la licencia:
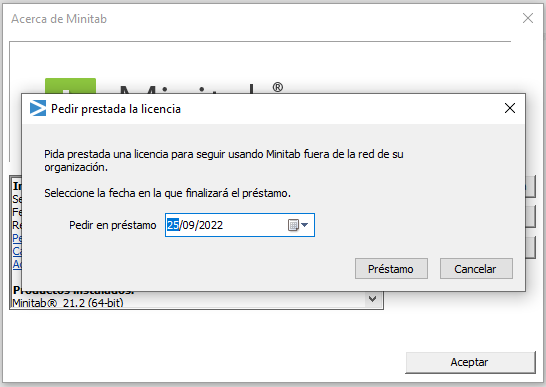
3.- Indicar la fecha en la que se quiere devolver la licencia y pulsar el botón Préstamo:
4.- A continuación aparece el menú Acerca de Minitab sin los datos relacionados con el gestor de licencias y mostrando la fecha de devolución de la licencia:
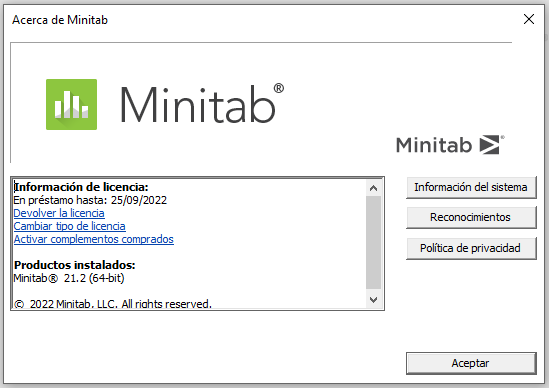
Las licencias prestadas pueden ser retornadas al gestor de licencias antes de su vencimiento si se desea.
- Detalles
- Categoría: Minitab
- Visto: 3668

Por Josué Zable.
La inflación afecta a nuestras organizaciones de muchas maneras. La inflación salarial hace que retener a los empleados sea más difícil y, francamente, más costoso. El aumento de los costes de materiales afecta la capacidad de producir al mismo ritmo dentro del presupuesto. Además de todo eso, los ingresos obtenidos valen menos que antes en cuanto a la capacidad de reinvertir en el negocio.
A menos que se sea un banquero central será difícil abordar la inflación generalizada. Eso no significa, sin embargo, que no se pueda combatir. Los análisis son un arma poderosa para combatir la inflación, ya que ayudan a controlar los costes y, al mismo tiempo, ofrecer productos de calidad al mercado.
UNA INTRODUCCIÓN RÁPIDA SOBRE LA INFLACIÓN
La inflación es una medida de la tasa de aumento de los precios de los bienes y servicios. La inflación crea preocupaciones porque a medida que suben los precios, el valor de su moneda es más bajo. En otras palabras, un dólar, euro o yen hoy compra menos que ayer.
La inflación ocurre por varias razones. La inflación puede ocurrir cuando hay escasez de oferta o un aumento en la demanda de un producto. Piense en una dinámica simple de oferta y demanda: si hay poca oferta y mucha demanda, los precios suben. La inflación también puede ocurrir cuando hay un aumento en los costes de producción, como las materias primas (por ejemplo, el petróleo), lo que puede encarecer la fabricación. Debido a que el coste de hacer algo se vuelve más caro, los precios aumentan para cubrir los costes. Esto resulta en inflación.
MINITAB LO AYUDA A COMBATIR LA INFLACIÓN CON REDUCCIONES DE COSTES
Si los costes de los materiales aumentan, la única forma de mantener estables los precios de sus productos y mantener su margen es compensar sus costes con ahorros. ¿Cuál de estas actividades está realizando su organización para atacar sus costes y mantener (o mejorar) su margen frente a la inflación?
1. Mapee su proceso para identificar áreas de mejora. El primer paso si desea mejorar su proceso es comprender lo que está haciendo. Una vez que haya trazado un proceso, puede encontrar áreas de desperdicio, en términos de tiempo o material, que puede eliminar. De lo contrario, proporcionará un mapa paso a paso de las áreas a atacar para buscar oportunidades de reducción de costes.
Vea cómo Minitab Workspace puede proporcionar herramientas comerciales, como mapas de procesos, para ayudar a identificar áreas de mejora.
2. Experimentos de diseño para desarrollar un producto más rentable. Su producto o servicio funciona bien, pero ¿podría funcionar igual de bien usando entradas menos costosas? ¿Puedes incluso desarrollar una mejor solución? Realizar un experimento estructurado le dará la confianza necesaria para realizar un cambio comprobado con datos.
3. Utilice el Control Estadístico de Procesos. ¿Está monitorizando sus procesos para asegurarse de que sean predecibles y brinden el resultado deseado? Si bien se usa tradicionalmente en la fabricación, SPC contiene herramientas útiles para monitorizar un proceso.
¿Quiere aprender más sobre SPC? Minitab ofrece soluciones flexibles de SPC para satisfacer sus necesidades. Vea el seminario web para obtener más información.
4. Aproveche el aprendizaje automático para comprender mejor su proceso. El análisis predictivo es una herramienta poderosa para ayudarlo a comprender los factores críticos que afectan sus resultados, hacer predicciones y ayudar a optimizar los procesos. ¿Buscas un ejemplo práctico? Considera la gestión de inventario. En un mundo de costos crecientes, llevar un inventario adicional se vuelve doloroso. La clave para reducir los costos de inventario es optimizar su inventario para evitar pedidos atrasados. Puede aprender los conceptos básicos aquí o sumergirse directamente en un caso de uso aquí.