- Detalles
- Categoría: MapleSim
- Visto: 5252
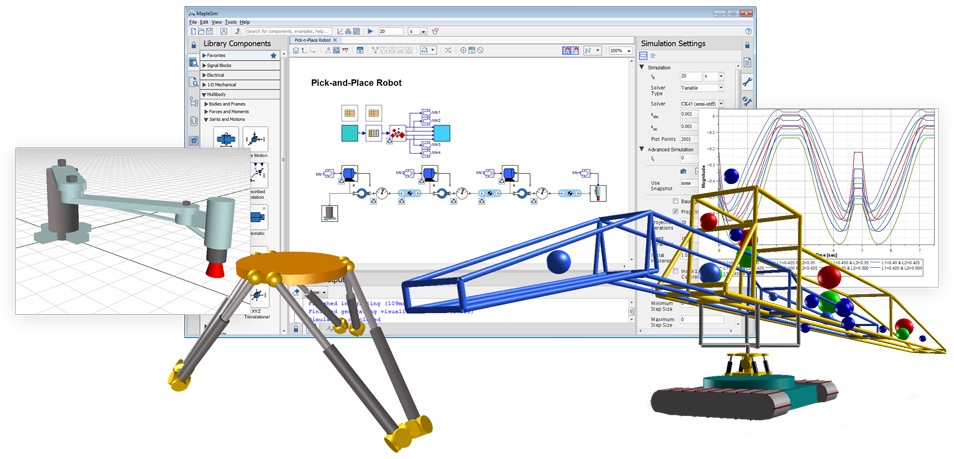
La nueva revisión mayor de la familia de productos de MapleSim incluye notables mejoras en las áreas del desarrollo de modelos y en la conectividad con la cadena de herramientas. Entre las mejoras destacamos:
- Las simulaciones en vivo permiten ver los resultados mientras la simulación está corriendo, de forma que se puede seguir el progreso y reaccionar inmediatamente ante los problemas.
- Una nueva opción de superposición 3D permite comparar fácilmente visualizaciones de simulación superponiendo una visualización sobre la otra.
- Las herramientas de control de revisiones permiten una aproximación estructurada para la gestión y el seguimiento de los cambios del modelo, facilitando la gestión de proyectos cuando múltiples ingenieros están trabajando sobre el mismo modelo y reduciendo el riesgo del desarrollo.
- MapleSim ahora soporta importación directa de modelos creados en otro software compatible con FMI, proporcionando incluso una mayor compatibilidad cruzada de herramientas y oportunidades de co-simulación.
- MapleSim Connector, para conectividad con Simulink®, y MapleSim Connector for FMI, para exportar modelos de MapleSim a otras herramientas compatibles con FMI, han sido ampliados para permitirle explorar los resultados de simulación que involucren modelos de MapleSim exportados desde dentro de MapleSim, incluso si la simulación se realizó en la herramienta objetivo.
- ¡Y más!
- Detalles
- Categoría: Maple T.A.
- Visto: 5824

La compañía Maplesoft acaba de sacar una nueva actualización de su plataforma Maple T.A. En esta nueva versión se solucionan algunos errores, se mejora la estabilidad del sistema y se añaden nuevas características. Entre ellas podemos destacar:
Preguntas y tareas
- Ahora se pueden insertar vídeos directamente dentro de las preguntas.
- Los estudiantes ahora pueden subir un documento dentro de una pregunta. El cual será visible para el profesor para su posterior corrección.
- Los exámenes pueden ser protegidos por contraseñas.
- Se ha añadido la opción de comentarios personalizados en las preguntas de varias partes.
- Notación matemática mejorada gracias a la actualización de MathJax.
Mejoras adicionales
- Se ha mejorado el sistema del repositorio de contenido para facilitar su uso.
- Conexión LTI mejorada. Ahora se pueden sincronizar automáticamente los resultados de las evaluaciones de Maple T.A. con Blackboard®, Canvas, Moodle™ y Brightspace™.
- Pequeñas mejoras en la fluidez y rendimiento del sistema.
- Detalles
- Categoría: Comsol
- Visto: 3834
Nuevos videos disponibles en la galería de videos de COMSOL.
Vea los tutoriales sobre creación y uso de geometrías 2D/3D y selecciones.
- Creating 2D Geometries in COMSOL Multiphysics®
- How to Build 3D Objects from 2D Geometries in COMSOL Multiphysics
- Using the 3D Geometry Tools in COMSOL Multiphysics®
- Using Selections to Streamline Your COMSOL Multiphysics Modeling Workflow
- Detalles
- Categoría: Lakes
- Visto: 8534
Este pasado mes de diciembre la Agencia de Protección Mediambiental de Estados Unidos firmó una regla final que revisa la Guía sobre los Modelos de Calidad del Aire (Apéndice W a 40 CFR Parte 51). La regla incluye actualizaciones al Sistema de Modelado AERMOD que incluyen el modelo de dispersión del aire AERMOD y el preprocesador de datos meteorológicos AERMET. Los modelos ejecutables actualizados se han publicado en la web SCRAM.
El equipo de Lakes Environmental está trabajando para implementar estas actualizaciones de AERMOD View, AERMET View, y la versión paralela AERMOD Parallel Version (AERMOD MPI) para incorporar los cambios incluidos en la versión 16216 de los modelos.
El plan de Lakes Environmental es actualizar la nueva versión de AERMOD View en enero de 2017.
List of Changes for AERMOD Model Version 16216:
- The previous PVMRM option has been replaced with the PVMRM2 option introduced in 15181. The PVMRM name was retained.
- The following model options are no longer flagged as BETA:
- NO2 modeling options – PVMRM, OLM, ARM2.
- Capped and horizontal stacks.
- Meteorological data using prognostic data via the MMIF processor.
- Meteorological data using the adjusted u-star option (ADJ_U*) when measured turbulence data are not included.
- Inclusion of buoyant line source in data storage requirements calculation.
- Several bug fixes including:
- Buoyant line source type updates: Exclusion zone around buoyant lines, addition of buoyant lines to event processing, inclusion of buoyancy flux parameter for buoyant lines in an hourly emissions file, and ability to add an individual line to a source group.
- Clarification on what constitutes surface-level releases based on comparison to mixing height (0.1 * MH).
- Minor change to processing data period to avoid potential errors.
- Update to data storage requirement calculation based on cosmetic name changes.
List of Changes for AERMET Model Version 16216:
- Modifications to the u-star adjustment (ADJ_U*) model option for low wind conditions.
- Minor changes to documentation and error handling.
- Detalles
- Categoría: Comsol
- Visto: 3623

Encuentra inspiración para nuevas ideas de diseño en más de 500 trabajos, pósteres y presentaciones sobre simulación multifísica disponibles en esta nueva colección. Explore aplicaciones innovadoras de investigación, ingeniería e industria presentadas en las Conferencias mundiales de COMSOL 2016.
Acceda a la colección de Presentaciones de Usuarios en las Conferencias de COMSOL pinchando en el botón inferior
- Detalles
- Categoría: Comsol
- Visto: 4564
Como entorno líder de modelado multifísico, el software COMSOL Multiphysics® proporciona a los ingenieros, investigadores y diseñadores de productos potentes herramientas computacionales para simulación numérica. Con Application Builder y COMSOL Server™, puede construir y distribuir aplicaciones de simulación personalizadas basadas en sus modelos.
Vea cómo puede utilizar el software COMSOL® para alcanzar sus objetivos de diseño y análisis en este folleto del producto. Obtendrá una visión general de las nuevas funcionalidades y verá las aplicaciones eléctricas, mecánicas, fluídicas, transferencia de calor y químicas que puede modelar en COMSOL Multiphysics®.
Contenidos:
- COMSOL Multiphysics®
- COMSOL Server™
- Productos específicos de aplicación
- Soporte de usuario
- Opciones de licencias
- Detalles
- Categoría: Minitab
- Visto: 7424

Bridgestone Corporation, la empresa de neumáticos y productos de caucho más grande del mundo, fabrica neumáticos en diferentes instalaciones alrededor del mundo para su uso en una amplia variedad de aplicaciones. Sus productos se venden en más de 150 países y territorios. Entre las instalaciones de la empresa se encuentra su planta de Costa Rica, que produce 12,000 neumáticos cada día para 23 mercados en Centroamérica y el Caribe y emplea a más de 1,000 personas. Sin embargo, la planta enfrentaba dos desafíos: lograr la certificación de un nuevo neumático cumpliendo con las regulaciones del Departamento de Transporte de EE.UU. y superar un cuello de botella que limitaba la producción general de neumáticos para camiones ligeros en la planta. El black belt en Six Sigma Kenneth Quirós Acuña se embarcó en un proyecto que, de tener éxito, resolvería ambos desafíos. Él y el equipo del proyecto utilizaron Minitab Statistical Software para identificar los factores críticos que afectan tanto los niveles de producción como las pruebas de certificación, diseñar un experimento para encontrar la configuración óptima de esos factores y desarrollar un modelo que la empresa pudiera utilizar para producir y certificar más neumáticos con mayor rapidez.
El reto
El principal cuello de botella en la producción era la falta de bandas de rodamiento. La máquina de bandas de rodamiento de cintas estaba siendo subutilizada, pero aunque se intentó incrementar su uso, los neumáticos creados con ella no reunían los requisitos necesarios para la certificación. Programar la máquina había resultado extremadamente difícil. “No es fácil reproducir una forma de banda usando cintas porque hay que encontrar la combinación correcta de factores”, afirma Quirós.
Quirós y su equipo se dieron cuenta de que con tantos pasos en el proceso de fabricación de neumáticos, y tantos factores posibles, primero era necesario limitar el enfoque para crear un proyecto manejable. Alrededor del 80 por ciento de los problemas estaban relacionados con una prueba específica de certificación de neumáticos.
Los neumáticos que cumplen con las estrictas especificaciones pasan a la prueba del émbolo, en la que un émbolo redondeado se inserta de manera forzada en el centro de la banda de rodamiento de un neumático inflado. Un neumático que no pasa la prueba del émbolo no puede certificarse, así que fue allí donde centraron sus esfuerzos.
Conozca cómo con las herramientas de diseño de experimentos de Minitab Statistical Software, Bridgestone rediseñó la manera en que utilizaban las bandas de rodamiento de cintas para fabricar los neumáticos para camiones ligeros, aumentado la producción en la planta de Costa Rica, ahorrando cientos de miles de dólares y con un resultado de más de 2 millones de dólares en costos de oportunidad.